Назад в библиотеку
ПОВЫШЕНИЕ ЭКОЛОГИЧЕСКОЙ БЕЗОПАСНОСТИ ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВА
Автор:Сафонова М.Ю., Перистый М.М.
Описание:В статье описаны пути повышение экологической безопасности электросталеплавильного производства, за счет применения рукавного фильтра.
Источник:Охорона навколишнього середовища та раціональне використання природних ресурсів / Збірка доповідей ХХІІІ Всеукраїнської наукової конференції аспірантів і студентів. Т. 2 – Донецьк: ДонНТУ, ДонНУ, 2013. — c. 164-165.
Для чистки отходящих газов дуговых печей в электросталеплавильном цехе Донецкого металлургического завода первоначально использовали электрофильтры и и скрубберы мокрой газоочистки.
- использование природного ресурса – пресной воды, что приводит к забору воды из природных резервуаров и источников и сброс недостаточно очищенной либо загрязненной воды;
- разработка дополнительного оборотного цикла;
- дополнительные капитальные затраты на сооружение цикла очистки воды и обезвоживания шлама для дальнейшего использования;
- отведение значительной части земельного фонда предприятия под сооружение шламонакопителей, которые, кроме того, являются источниками вторичного загрязнения;
- отрицательное воздействие переувлажнения на физико-химические свойства шламов как оборотного продукта.
Принимая во внимание вышеизложенное, в процессе реконструкции электросталеплавильного цеха сначала отказались от мокрой газоочистки, а затем энергоемкие электрофильтры были заменены рукавными фильтрами. Переход на сухие методы очистки отходящих газов сталеплавильных печей позволил обеспечить снижение водопотребления в цехе на 15 – 20 %.
Рукавный фильтр с импульсной регенерацией предназначен для большой нагрузки и непрерывного действия под пониженным давлением.
Схематическое изображение рукавного фильтра приведено на рисунке.
Он состоит из корпуса фильтра с бункерами для пыли. Обычно он разделен на несколько герметизированных камер, в каждой из которых размещено по несколько рукавов. Число отделений зависит от объемного расхода дымового газа, а также от его запыленности. Газ, подлежащий очистке, подводится в нижнюю часть каждой камеры, входит в фильтр через отверстия в бункерах для пыли 5 и проходит в корпус фильтра с нижней стороны. При очистке, перед тем, как достигнуть рукавов фильтра, отходящие газы меняют направление, и более крупные частицы пыли под действием силы тяжести и центробежной силы отделяются от газа, оседают и собираются в этом же бункере для пыли 5 под корпусом фильтра 1.
Остальные частицы пыли отделяются от потока газа с помощью рукавов фильтра 2, посредством фильтрации с внешней стороны рукавов. Частицы пыли, содержащиеся в неочищенном газе, оседают на внешней поверхности рукава, в результате чего сопротивление рукава проходу газа постепенно увеличивается. Когда оно достигнет некоторого предельного значения, фильтр переводится в режим регенерации. Очищенный газ проходит через трубку Вентури 9 в головку фильтра со стороны чистого газа 3. Во время фильтрации рукава прижимаются к корпусу фильтра.
Регенерация осуществляется путем импульсов сжатого воздуха через мембранные клапаны 7 (время включения импульса примерно 150 с). Сжатый воздух впрыскивается в рукава фильтра через сборочную трубку 4, сопло сборочной трубки 8 и трубки Вентури 9. Трубки Вентури сверху рукавов фильтра увеличивают эффект путем засасывания дополнительного окружающего воздуха в рукава фильтра.
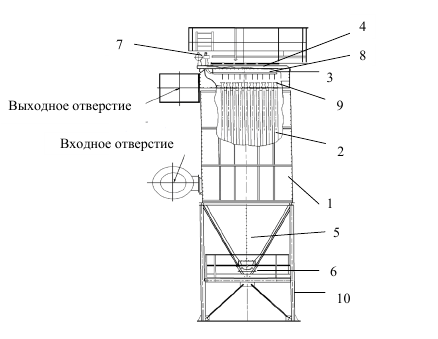
1 - корпус; 2 - рукава фильтра; 3 - головка фильтра со стороны очистки газа; 4 - труба продувки; 5 - бункер для пыли; 6 - конвейерная система; 7 - мембранный клапан; 8 - сопло инжектора; 9 - трубка Вентури; 10 - опорная конструкция.
Рисунок 1 – Схема рукавного фильтра
Температура поступающих на фильтрование газов регулируется автоматически путем подсоса воздуха в газоход.
Такая система очистки позволяет использовать материалы с высокой плотностью для рукавов фильтра, что обеспечивает высокую эффективность очистки даже при очень мелких частицах пыли. Материал для рукавов выбирается согласно типу фильтруемого газа (температура, химический состав и др.), а также типа пыли, которая должна быть отделена.
Для исключения аварийных ситуаций и обеспечения надежной работы газоочисток предусматривается следующее:
- рукавные фильтры газоочисток выполнены секционными, что позволяет производить техобслуживание и замену рукавов фильтра при работающей газоочистке, в изолированном отсеке;
- на газоочистках предусматривается система регенерации рукавов сжатым воздухом, работающая автоматически в зависимости от падения давления на фильтре, а также система защиты рукавов от перегрузки и воспламенения;
- на газоочистке ДСП-120 в качестве тягодутьевых машин приняты три дымососа, два работающих дымососа обеспечивают 85 % необходимой производительности газоочистки;
- для защиты тягодутьевых машин от перегрева предусматривается контроль температуры подшипников дымососов.
Таким образом, оборудование основных агрегатов системами эффективной газоочистки позволит свести к минимуму загрязнение атмосферы.