Особенности обработки ферических изделий из керамики
Автор: Усатая Ю.О.
Источник: Международная научно – техническая конференция молодых ученых, аспирантов и студентов СевНТУ, г. Севастополь, Украина, 2013
Автор: Усатая Ю.О.
Источник: Международная научно – техническая конференция молодых ученых, аспирантов и студентов СевНТУ, г. Севастополь, Украина, 2013
Усатая Ю.О. Особенности обработки ферических изделий из керамики Рассмотрена схема обработки шлифованием сферической поверхности. Разработан механизм для шлифования сферических изделий из конструкционной керамики.
Развитие современного машиностроения, повышение производительности и качества поверхности требует совершенствования технологических процессов обработки деталей машин, увеличения доли чистовых операций. Именно на окончательных операциях формируется поверхностный слой детали, определяющий их эксплуатационные свойства.
Сложность процесса обработки сферических поверхностей вызывает необходимость глубокого теоретического и экспериментального изучения физической сущности явлений и их влияние на точность и качество поверхностей. Одним из перспективных направлений изготовления сферических деталей являются операции шлифования на основе разработки новых конструкторских и технологических решений. Широко известны процессы шлифования плоских и цилиндрических поверхностей, в то же время шлифование деталей, имеющих сферическую поверхность мало изучено.
Повышение точности сферических поверхностей, улучшение параметров шероховатости поверхностного слоя, придание поверхности управляемой микрогеометрии является актуальной задачей современного машиностроения. Потребность машиностроения в обеспечении высокого качества сферических поверхностей деталей особенно из труднообрабатываемых материалов, таких как керамика, и создание высокопроизводительного и конкурентного процесса обработки с одной стороны и недостаточная изученность сферического хонингования с другой стороны подчеркивает своевременность проведения данных исследований и его влияние на производительность, качество и точность обработанной поверхности.
Наиболее перспективными процессами чистовой и отделочной обработ¬ки являются процессы шлифования внутренней конической частью шлифовального круга. Этот процесс основан на использовании режущего инструмента с трубчатыми режущими элементами, рас¬положенными на внутренней поверхности. Образующая этой поверхности совпадает с касательной к образующей сферы на ее границе с торцовыми плоскостями, ограничивающими сферу.
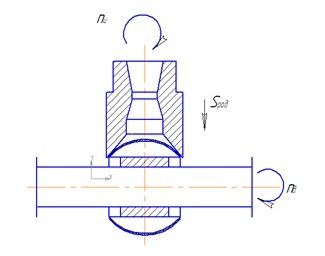
Рисунок 1 – Схема шлифования коническим кругом
Такой процесс шлифования трубчатыми шлифовальными кругами можно отнести к тем немногим случаям, когда главным движением являются оба вращательных движения, которые определяют в совокупности необхо¬димую для осуществления шлифования результирующую скорость резания. Конкретно вопрос должен решаться целесообразностью того или иного конст¬руктивного решения. Данный процесс должен обеспечить съем припуска, достаточный для достижения требуемой точности размера, формы, а так же компенсации погрешностей базирования.
Уменьшая зернистость круга, приближаем процесс шлифования к чистовому и отделочному. Но тогда целесообразность его осуществления на жестких осях приспособления и инструмента становится сомнительной. Наоборот, необходимо освободить один из элементов – шлифовальную головку предоставить ей возможность самоустанавливаться по обрабатываемой поверхности, что обеспечит процесс хонингования и доводки.
Данная схема обработки позволяет использовать в качестве инструмента конические алмазные круги с разной зернистостью, что необходимо при обработке керамических шаров, поэтому именно такая схема обработки будет положена в основу специализированного оборудования для производства шаровых клапанов промышленных кранов.
Еще одним преимуществом является возможность установить вместо инструмента кольцо-седло крана, а вместо детали – чугунный притир и произвести обработку кольца, после чего притереть непосредственно шар и седло, применив мелкодисперсный свободный абразив в виде пасты.
В работе было спроектировано специальное оборудование для обработки сферической поверхности деталей из керамики. Приспособление предназначено для шлифования сферической поверхности диаметром 20-50 мм. Данное приспособление устанавливается на поперечный суппорт станка плитой. Люфт выбирается клином, плита фиксируется винтами с контргайками. На плиту устанавливается сварной корпус, в который вварен стакан. В стакане на четырёх шариковых подшипниках смонтирован шпиндель. На одном конце шпинделя гайками закреплена шлифовальная головка, на другом - приводной шкив. На верхней плите корпуса расположен электродвигатель с ведущим шкивом. Вращение от ведущего шкива к ведомому передаётся через клиновой ремень. Натяжение клинового ремня осуществляется при помощи болта и двух гаек. Корпус может поворачиваться вокруг оси пальца на 360?, болты и гайки закрепляют его в заданном положении. Врезание шлифовального инструмента в изделие происходит при продольном и поперечном перемещении суппорта.
Таким образом, используемый метод обработки, реализованный в спроектированном специальном оборудовании, позволяет производить обработку сферических керамических изделий, с требуемыми параметрами точности и качества.
1. Горянов Д.С. Повышение эффективности хонингования сферических поверхностей деталей, Самара, 2009
2. Наиболее перспективными процессами чистовой и отделочной обработ¬ки являются процессы шлифования внутренней конической частью шлифовального круга