Назад в библиотеку
Автоматическая стабилизация тяговой способности ленточного конвейера
Автор: Сульжук Д.С., Гавриленко Б.В., к.т.н., доц.
Источник: Автоматизація технологічних об’єктів та процесів. Пошук молодих / Збірник наукових праць ХІI науково-технічної конференції аспірантів та студентів в м. Донецьку 17-20 квітня 2012 р. – Донецьк, ДонНТУ – 2012, с. 235-237.
Аннотация
Сульжук Д.С., Гавриленко Б.В., к.т.н., доц. Автоматическая стабилизация тяговой способности ленточного конвейера. Приведено обоснование новых конструктивных решений систем и устройств автоматического регулирования натяжения конвейерной ленты.
Текст статьи
Ленточные конвейеры являются в настоящее время основным средством
непрерывного транспорта на шахтах и рудниках. В угольных шахтах рост нагрузок на
очистной забой, происходящий благодаря совершенствованию технологий и
применению высокопроизводительных механизированных комплексов и струговых
установок, концентрации горных работ, совершенствованию схем вскрытия и
подготовки, обусловил широкое применение конвейеров для транспортирования угля
и сланца от очистных забоев.
Эффективность использования ленточных конвейеров определяется сроком
службы лент и надежностью узлов конвейера в сложных условиях горнодобывающих
предприятий.
Долговечность конвейерных лент в наибольшей степени зависит от свойств
транспортируемого груза, от уровня динамических нагрузок, которые она испытывает
в загрузочном пункте и при движении по роликоопорам. Одним из важных факторов
является также отсутствие регулярных явлений проскальзывания ленты по
приводным барабанам.
В настоящее время этим вопросам уделяется недостаточное внимание.
Динамические процессы в ленточных конвейерах, в особенности во время пуска,
могут привести к неустойчивой работе привода конвейера, связанной со срывом
сцепления, частичной или полной пробуксовке ленты по приводному барабану.
Пробуксовка недопустима по причинам, связанным с изнашиванием футеровки
барабана и нерабочей обкладки ленты, нагревом барабана и снижением
коэффициента сцепления тягового органа с ведущей конструкцией. Все это в итоге не
только приводит к аварийным ситуациям, но и может стать причиной возникновения
пожаров.
Разработка натяжных устройств, позволяющих автоматически поддерживать
соотношение натяжений ленты в точках набегания и сбегания на приводном барабане
и сравнивать его с тяговым фактором, позволит во многих случаях исключить
пробуксовку.
Таким образом, одним из наиболее актуальных направлений исследований
является поиск и научное обоснование новых конструктивных решений систем и
устройств автоматического регулирования натяжения конвейерной ленты.
При непрерывном регулировании скорости ленточного конвейера, натяжение
на приводном барабане постоянно изменяется.
Анализ [1] показал, что соотношение между натяжениями на набегающей и
сбегающей ветвях не отвечают соотношению Эйлера, что приводит к пробуксовке
ленты. Соотношение Эйлера имеет вид:
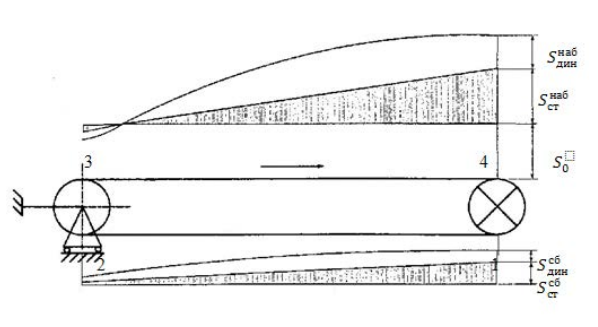
Рисунок 1 – Изменение диаграммы натяжений при изменении скорости движения
конвейера
где S4 – натяжение на грузовой ветви, S1 – натяжение на порожней ветви, a – угол охвата барабана лентой, m – коэффициент сцепления ленты с барабаном.
В частности, при переходе с малой скорости на большую, дополнительное динамическое натяжение Sдин.наб. положительное, а Sдин.сб отрицательное.
Это приводит к уменьшению натяжения S1 и увеличению натяжения S4. В этом случае, необходимая величина тягового фактора возрастает до значения, являющимся
причиной возникновения пробуксовки на приводном барабане:
Устранение пробуксовки возможно за счет изменения этих натяжений. Таким
образом, используя грузовое натяжное устройство и регулируя перемещение каретки
натяжного устройства, мы добиваемся выполнения соотношения Эйлера.
Управлять натяжением набегающей и сбегающей ветвей ленты можно изменяя
положение каретки натяжного устройства. Для реализации этого в систему
управления скоростью введен контур стабилизации тяговой способности привода.
На рисунке 2 приведена структурная схема стабилизации погонной нагрузки
движения ленты конвейера со стабилизацией тяговой способности привода, и
приняты следующие условные обозначения: Q(t) – текущая величина грузопотока; Vq(t) – скорость пропорциональная величине грузопотока; Mпр(t) – движущий момент привода; v(t) – реальная скорость вращения привода; w(t) – частота вращения ротора привода; Gну(t) – текущее усилие натяжного устройства;
Q`(t) – текущая нагрузка на ленте конвейера.
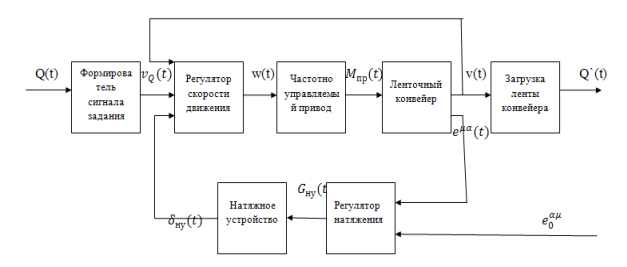
Рисунок 2 – Структурная схема стабилизации погонной нагрузки движения ленты
конвейера со стабилизацией тяговой способности привода конвейера
Управление натяжением ленты возможно при стабилизации, следовательно, необходимо определить натяжение в характерных точках конвейера.
Натяжение в точках набегания и сбегания на приводной барабан определяются
на основании измерений деформаций различных участков конвейерной ленты,
которые вызваны изменением усилий в ленте.
Для определения связи между деформацией и натяжением в заданных точках
выполнено тарирование ленты конвейера. Cогласно процедуре тягового расчета,
выполняемого методом обхода по контуру, при котором усилие в каждой следующей
точке равно сумме усилия в предыдущей точке и сопротивления движению участка
между этими точками, определены натяжения S1 и S4 (рисунок 1):
Значение уcилия, необходимого для поддержания требуемого
значения тягового фактора имеет вид [1]:
Результирующая зависимость усилия создаваемым натяжным устройством и
ошибкой перемещения каретки:
Таким образом полученные зависимости позволяют реализовать систему автоматической стабилизации натяжения, для устойчивой работы
привода при переходе с одной скорости на другую.
Список использованной литературы
1. Дмитриева В.В., Певзнер Л.Д. Автоматическая стабилизация погонной нагрузки
ленточного конвейера / В.В. Дмитриева, Л.Д. Певзнер. – 2004. – 25 с.