Назад в библиотеку
ИССЛЕДОВАНИЕ ПРОЦЕССА ДЕФОРМАЦИИ НЕПРЕРЫВНОЛИТОЙ СЛЯБОВОЙ ЗАГОТОВКИ МЕТОДОМ КОНЕЧНЫХ ЭЛЕМЕНТОВ
Автор: Д.А. Скороходов, В.Н. Ручко
Источник: Материалы Всеукраинской научно-практической конференции студентов "Металлургия XXI столетия глазами молодых". — Донецк, ДонНТУ — 2013.
В современном мире все больше требований предъявляется к качеству готовой продукции. Для достижения высокого уровня качества и необходимых свойств непрерывнолитой заготовки создано и используется много различных машин и агрегатов, одним из которых является МНЛЗ. В настоящее время около 60% отлитых непрерывным литьем заготовок разливается на слябовых МНЛЗ. Этот агрегат позволяет получать слитки неограниченной длины.
Основными производителями непрерывнолитых слябов в мире является Япония, США, КНР, Германия, Корея и Россия. Сейчас в мире насчитывается более 500 слябовых МНЛЗ с общим числом ручьев свыше 700 шт.Постоянное повышение требований к качеству непрерывнолитойслябовой заготовки приводит к высокой конкуренции между ее производителями, поэтому они вынуждены постоянноискать способы, обеспечивающие решение задачи увеличения конкурентоспособности своей продукции.
На современных высокоскоростных слябовых МНЛЗ среди используемых подходов, которые обеспечивают требуемый уровень качества непрерывнолитойслябовой заготовки, наиболее эффективным является метод «мягкого» механического обжатия, заключающийся в дополнительном плавном обжатии (на несколько миллиметров) твердой оболочки непрерывнолитой заготовки в нижней части зоны вторичного охлаждения (ЗВО), т.е. в зоне, где наблюдается определенное соотношение твердой и жидкой фазы металла.
Опыт использования метода «мягкого» механического обжатия показывает, что при приложении обжатия, из-за возрастания гидродинамического (ферростатического) давления, жидкая ликвированная сердцевина вытесняется из зоны окончательной кристаллизации, что приводит к уменьшению осевой ликвации. Кроме того, при обжатии компенсируется усадка металла при кристаллизации, а также разрушаются перемычки, которые не позволяют жидкому металлу проникнуть в зону окончательного затвердевания, что уменьшает осевую пористость, а, следовательно, улучшает качество внутренней структуры металла.
Для эффективной реализации метода «мягкого» механического обжатия, необходимо изучение и совершенствование оборудования технологической линии МНЛЗ, среди которого выделяются тянуще-правильные машины (ТПМ) – устройства, предназначенные для ввода затравки в кристаллизатор, перед началом разливки, вытягивания сцепленной со слитком затравки из кристаллизатора и секций ЗВО в начале разливки, а в дальнейшем – слитка, и для правки криволинейного слитка в прямолинейный.
При изучении и анализе метода «мягкого» механического обжатия необходимо выявить недостатки в используемых способах его реализации и поставить ряд вопросов, касающихся исследования напряженно-деформированного состояния непрерывнолитой заготовки, и влияние на него технологических параметров.
Особое внимание вызывает возможностьуправления уровнем деформации, которая реализуется непосредственно каждым роликом или парой роликов ТПМ. Кроме того, необходимо обоснованно принимать величину абсолютного обжатия, и на основании нееизменять давление рабочей жидкости, подаваемой в поршневую полость гидроцилиндра прижатия роликов ТПМ. Значительные колебания технологических параметров требуют оценки влияния на эффективность применяемого метода «мягкого» механического обжатия таких факторов, как: скорость разливки непрерывнолитой заготовки; температурного режима разливки стали; равномерности охлаждения непрерывнолитой заготовки в ЗВО; марки стали и т.д.
Современные методы изучения напряженно-деформированного состояниянепрерывнолитой заготовки базируются на использовании современных компьютерных средств моделирования. Среди программных продуктов,задействованных при исследовании различных процессов ОМД, популярностью пользуются такие программы, как Deform, Ansys, Abaqus - программные комплексы мирового уровня в области конечно-элементных прочностных расчетов, с помощью которых можно получать точные и достоверные решения для самых сложных линейных и нелинейных инженерных проблем.
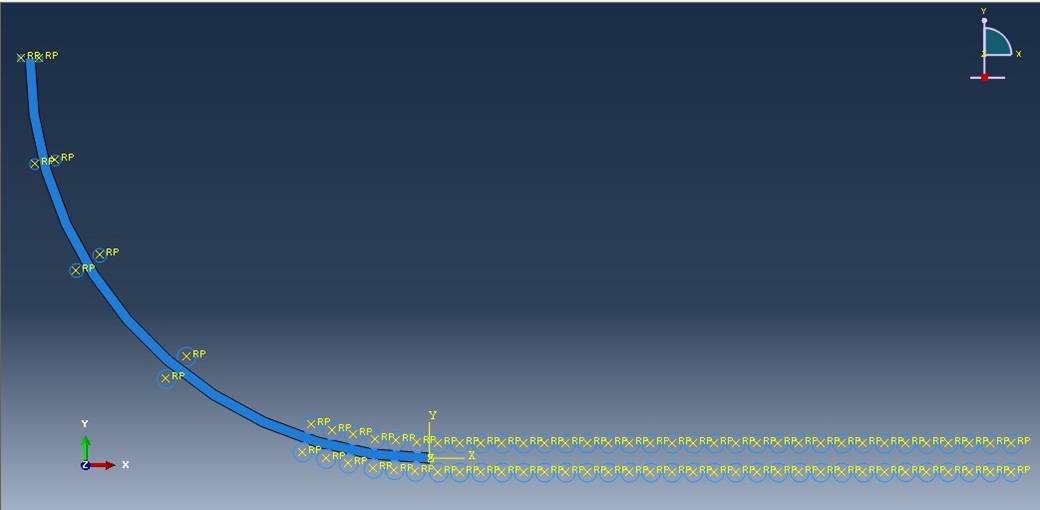
Рисунок - Начальный этап моделирования деформации непрерывнолитой слябовой заготовки при прохождении ТПМ МНЛЗ в программе Abaqus
При выполнении исследований планируется моделирование напряжений, возникающих в процессе правки и деформации заготовки роликами ТПМ.