
Реферат за темою випускної роботи
Зміст
- Вступ
- 1. Мета роботи
- 2. Огляд досліджень та розробок
- 3. Дослідження температурних умов прокатки металу в проміжних клітях
- 3.1 Аналіз температурних режимів прокатки
- 3.2 Розробка математичної моделі розрахунку температурного стану металу в середовищі ANSYS
- Висновки
- Перелік посилань
Вступ
Аналіз світових тенденцій виробництва прокату з конструкційних марок сталі, що розливають безперервним способом, показав, що для отримання якісного кінцевого прокату необхідне виконання цілого ряду вимог до якості заготовки і жорсткої регламентації температурно-деформаційних параметрів прокатки.
Кілька років минуло з тих пір, як на прокатному стані для виробництва спеціальних сталей заводу ABS (Acciaierie Bertoli Safau) в Італії відбулися перші промислові випробування, і були визначені оптимальні параметри процесу низькотемпературної прокатки спеціальних сталей, що випускаються в прутках і бунтах. Увійшли в дію численні аналогічні агрегати, що дозволило оптимізувати процес низькотемпературної прокатки відповідно до вимог та специфікацій замовників.
Виконаний аналіз сучасних безперервних станів для прокатки спеціальних сталей показав, що для виробництва високоякісного прокату необхідний низькотемпературний режим прокатки.
В цій роботі розглянуті можливі варіанти здійснення низькотемпературного процесу прокатки безперервнолитої заготовки з конструкційних марок сталі в умовах сортового безперервного стану 390 ЗАТ «ММЗ» та приведені первинні розрахунки, які пов’язані з температурними умовами прокатки та були здійснені на основі математичної моделі.
Робота є особливо актуальною в умовах діючого стану.
1. Мета роботи
Метою роботи є розробка оптимальних рішень температурно-деформаційних параметрів процесу, які забезпечують виробництво прокату з ресорно-пружинних марок сталі.
2. Огляд досліджень та розробок
На сортопрокатному стані заводу Hangzhou Zijin (рис.1) [2] для контролю температури кінця прокатки після проміжної групи клітей встановлені дві секції водяного охолодження. Після яких розташовані три попередньо напружені кліті (PSG stands) типу CGA 180/100, які являють собою редукційні калібрувальні кліті останнього покоління, встановлені для отримання високої точності геометричних розмірів.
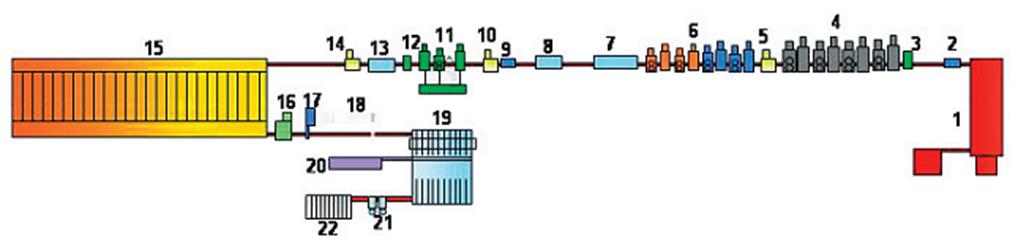
1 - нагрівальна піч; 2 - окаліноломатель; 3 - маятникові ножиці; 4 - обтискна група клітей;
5 - летючі ножиці; 6 - проміжна група; 7 - перша секція охолодження; 8 - друга секція охолодження;
9 - окалиноломатель; 10 - летючі ножиці типу SCI; 11 - попередньо напружена калібруюча група клітей CGA 180/100;
12 - прилад для вимірювання геометрії; 13 - третя секція охолодження; 14 - ділильні ножиці типу VMC;
15 - холодильник, 126х12, 8 м; 16 - статичні ножиці холодної різання; 17 - абразивна дискова пила;
18 - пересувний упор; 19 - устаткування для формування пачок; 20 - пристрої для торцювання кінців;
21 - обв'язувальні машини; 22 - розподільна станція
Рисунок 1 - Схема розташування основного обладнання прокатного стану
На стані заводу Tianjin Iron & Steel встановлені дві камери водяного охолодження між 14-й і 15-й клітями на відповідній відстані для вирівнювання температури поверхні металу (рис. 2). Завдяки такій компоновці можна досягти загальне зниження температури на 260°С без зміни якості поверхні, тобто без локального переохолодження і фазових змін [3]. Зазначено, що зниження температури поверхні прокату в секції підстужування має бути не нижче 400°С, що забезпечить відсутність локального переохолодження та фазових перетворень, а неконтрольована різниця температур між поверхнею і центром підкату (після самовідпуску) перед прокаткою в чистовій групі клітей повинна перебувати на рівні 30°С (не більше 50°С).

Рисунок 2 – Загальний план розташування стану на заводі Tianjin I &
Аналогічне рішення за складом і розташуванням устаткування прийнято і в ливарно-прокатному комплексі №5 компанії Baosteel Shanghai [4].
Слід також відзначити, що дана компоновка устаткування має істотний недолік: наявність довгої ділянки самовідпуску протипоказано для марок сталі, які повинні деформуватися при високій температурі.
Проте останнім часом все більшого поширення набуває технологія Multiline-LOOP запропонована фірмою «MannesmannDemag» (SMSMeer), яка дозволяє істотно заощаджувати місце в цеху для стану за рахунок самовідпуску розкату в петлі температурної стабілізації (рис. 3). Така технологія позбавлена вищеописаного недоліку. Ця технологія, наприклад, реалізована на станах заводів «GerdauAcominas» (Бразилія) і «Voest-Alpine» (Австрія) [5]. За цією технологією розкат може безпосередньо вступати в чистову групу або проходити через секції охолодження і петлю температурної стабілізації.

Рисунок 3 - Схема стану із застосуванням технології Loop фірми SMS Meer
Згідно з аналізом літературних даних, виявлено дві концепції облаштування лінії підстужування для забезпечення необхідної температури самовідпуску розкату:
- збільшення відстані від блоку міждеформаційного підстужування до чистової групи клітей (калібрувального блоку), що тягне за собою збільшення довжини стану;
- створення петлевого стабілізатора (технологія Multiline-LOOP) без збільшення довжини стану.
Слід зазначити, що перший варіант отримав досить широке поширення. Відстань між групами клітей в цьому випадку становить звичайно 50...65 метрів. Так на типовому стані з термомеханічною обробкою прокату секція прискореного охолодження розташована перед калібрувальним блоком, а також після нього [1].
3. Дослідження температурних умов прокатки металу в проміжних клітях
3.1 Аналіз температурних режимів прокатки
У теперешній час на більшості сучасних станів реалізується режим "контрольованої" (низькотемпературної) прокатки з різною температурою нагріву металу:
- стан 350 «ОЕМК» (Росія) - 900 до 950°С;
- ЛПК №5 компанії «Baosteel Shanghai» (Китай) - 1120 до 1150°С;
- стан №1 заводу «TianjinIron&Steel» (Китай) - 1120 до 1150°С;
- ЛПК «ABS» Luna (Італія) - 1080 до 1150°C
Спільним є те, що ні на одному з станів температура початку прокатки не перевищує 1150°С. При цьому, піч повинна забезпечити нагрів заготовки з перепадом температури між центром і серединою не більше 30°С. При цьому заощаджується не тільки паливо і електроенергія, необхідні на нагрів металу, але і поліпшується структура металу, менше окалини, менше метал валків втомлюється через термічні напруги тощо.
Таким чином, для пружинної сталі, такої як 60С2, температура на вході в 7 кліть повинна становити 950-970 °С, а на вході в холодильник - 780-820 °С. При цьому температура нагріву металу - 1120 - 1150 °C
Але в нашому випадку, при температурі нагріву металу 1200°С, температура на вході в останню групу клітей знаходиться в межах 1150-1160°С, а температура кінця прокатки досягає майже 1170 °С. Такий температурний режим не підходить для виробництва прокату з якісних марок сталі.
На рисунку 4 наведені схеми прокатки круглих профілів в останніх клітях стана 390. Розглянувши ці схеми, можна зробити висновок, що відстані між останніми групами клітей досить великі, і в цьому проміжку можуть бути встановлені охолоджуючі пристрої.
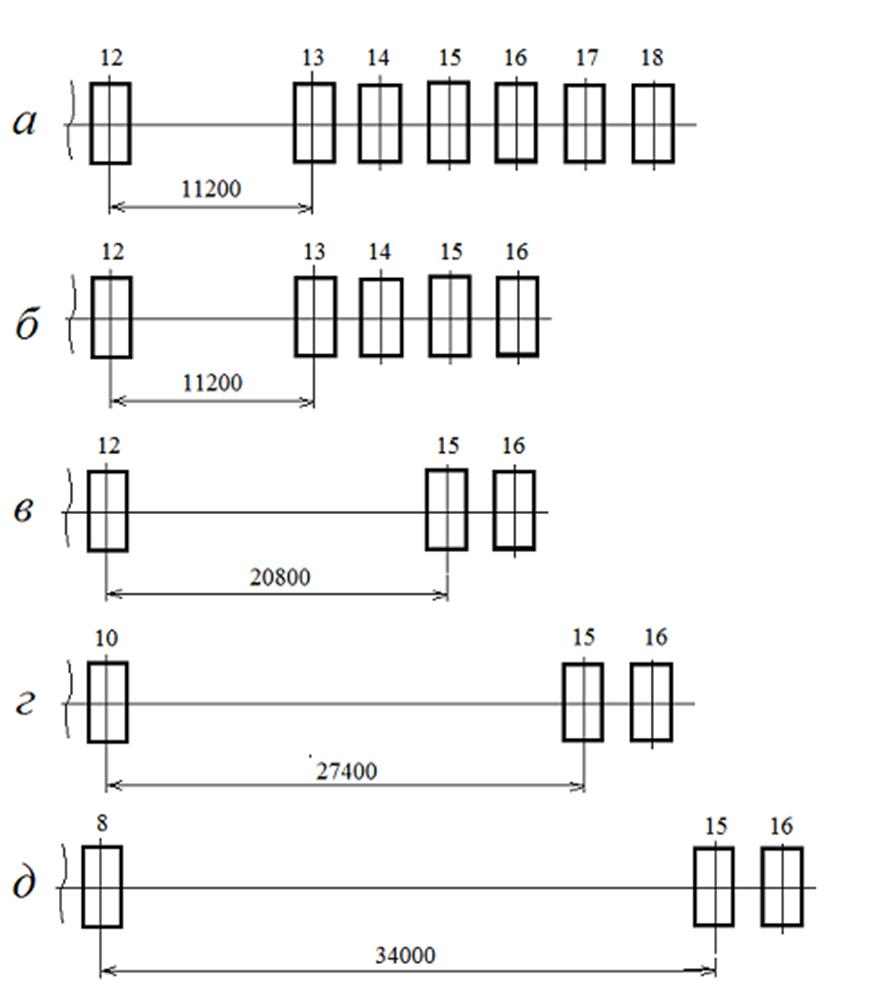
а - для круга діаметром 20; б - для круга діаметром 22; в - для круга діаметром 30; г - для круга діаметром
40; д - для круга діаметром 50
Рисунок 4 - Схеми прокатки круглих профілів в останніх клітях стана 390
3.2 Розробка математичної моделі розрахунку температурного стану металу в середовищі ANSYS
Для вивчення температурного стану підкату і, в першу чергу, полів розподілу температур на ділянці підстужування була розроблена кінцево-елементна модель в програмному комплексі ANSYS.
У ході досліджень були прийняті наступні вихідні дані:
- охолоджуваний профіль - підкат з останньої кліті проміжної групи;
- температура підкату - 970°С;
- характер розподілу температури по перерізу - рівномірний;
- кількість секцій підстужування в лінії стану - 2;
- схема охолодження - секція 1 (вода) - повітря - секція 2 (вода) - повітря - деформація в клітях чистової групи;
- довжина секції водяного охолодження - 2,5 м.
За отриманими результатами були побудовані графіки залежності температури в різних точках перерізу підкату від часу знаходження в секції водяного охолодження і на ділянці повітряної стабілізації (рис. 5).
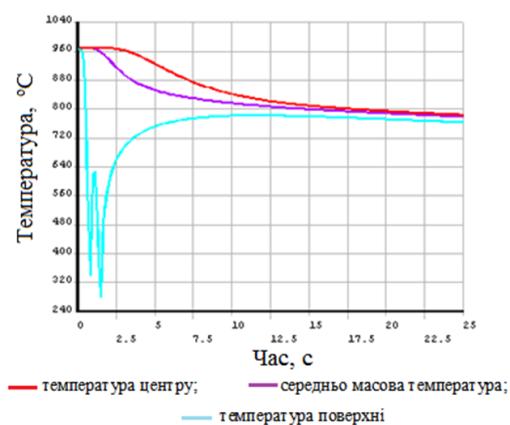
Рисунок 5 - Зміна температури в різних точках перерізу підкату під час підстужування у двох секціях (чистовий круг діаметром 20 мм)
З наведених даних видно, що температура поверхні в першій секції падає з 970°С до 340°С, потім відбувається розігрів до 630°С і знову охолодження до 280°С. Далі відбувається розігрів поверхні прокату до 780°С. У подальшому починається температурна стабілізація розкату, яка досягає необхідної величини перепаду температури (Δt ≤ 50°С) між поверхнею і центром тільки через 15 с, однак це вимагає наявності ділянки довжиною не менше 75 м. Збільшення перерізу підкату (для інших круглих профілів) вимагає ще більшої довжини ділянки температурної стабілізації. В цьому випадку потрібна корінна реконструкція стану.
Висновки
- Аналіз температурних режимів показав, що для виробництва якісних марок сталі необхідно упровадження низькотемпературного режиму прокатки.
- Було виявлено, що існує дві схеми реалізації низькотемпературної прокатки:
- здійснювати підстужування розкату до необхідної температури в проміжку між проміжною і чистової групою клітей;
- реалізувати прокатку за технологією Loop.
- Розроблена математична модель розрахунку температурних полів розкату після підстужування. Сформований масив первинних даних і прийняті розрахункові схеми.
- Виконані первинні розрахунки і аналіз конструкційних особливостей стану 390 показали, що реалізація низькотемпературного процесу прокатки без конструкційних змін не можлива. Існуючих потужностей стану для цього недостатньо.
- Для реалізації процесу потрібно впровадити технологію Loop. Розрахунками встановлено, що при цьому довжина петлі самоотпуска для таких перерізів як 20, 22 і 30, буде коливатися в межах від 67 до 72 м, для більших, таких як 40 і 50 - 90-96 м.
При написанні даного реферату магістерська робота ще не завершена. Остаточне завершення: грудень 2013 року. Повний текст роботи і матеріали за темою можуть бути отримані у автора або його керівника після зазначеної дати.
Перелік посилань
- Masini, R. Latest bar mill technology / R.Masini, A.Lainati // Millenium Steel. – 2005. – C.216-221.
- Тоски, Ф. Низкотемпературная прокатка на сортовом стане для производства спец сталей на заводе Tianjin Iron & Steel / Ф.Тоски, В.Бинсиа // Danieli News / - 2006. – Volume III. - 8c.
- Masini, R. Технология калибровки сортового проката в многокалиберных двухвалковых клетях в комбинации с термомеханической обработкой / R.Masini // Steel Times International. – 2005. - №14. – С.18-22.
- Тоски, Ф. Литейно-прокатный комплекс №5 компании Baosteel Shanghai (КНР) для производства катанки и сортового проката нержавеющих и специальных сталей – пусконаладка и результаты эксплуатационных испытаний / Ф.Тоски // Danieli News / - 2004. – Volume II. – 15c.
- Мелкосортно-проволочные станы / SMS MEER – Germany: SMS group - 40с.