Аннотация
Износ режущего инструмента с вращающейся частью. Рассмотрен вопрос особенности процесса изнашивания режущего инструмента с вращающейся режущей частью применительно к исполнительным органам очистных комбайнов.
Проблема и ее связь с научными и практическими задачами.
Ресурс режущего инструмента очистных комбайнов составляет в среднем 3-6 рабочих смен. Расход резцов на 1000 тонн добытого угля составляет от 3,5 до 34,4, по шахтам Украины - от 5,9 до 26,2 [1]. Нетрудно видеть, что при суточной нагрузке лавы 3000-3500 тонн, суточный расход резцов может быть от 12 до 120 в зависимости от горно-геологических и горнотехнических условий. При присечках боковых пород, что связано с «вписываемостью» механизированной крепи в пласт или при нарушениях пласта, расход режущего инструмента значительно возрастает, а суточная нагрузка лавы уменьшается.
С повышением энерговооруженности машин и применением их для разрушения более крепких углей и пород не только возрастает удельный расход режущего инструмента, но и изменяется структура отказов. При этом увеличивается доля поломочных отказов, достигая 50 – 70 % от общего количества, что в 5 – 10 раз превышает норму [2]. Для многих резцов поломки происходят в остром состоянии, из-за чего не достигается наработка, обусловленная износостойкостью инструмента.
Таким образом, можно сделать следующее заключение: серийно изготавливаемый режущий инструмент для горных машин имеет малый ресурс и нуждается в серьезном его совершенствовании.
Решением этого вопроса может стать оснащение исполнительных органов очистных комбайнов режущим инструментом с вращающейся режущей частью [3, 4], который, кроме лучших показателей энергоемкости процесса разрушения угля, обладает повышенным ресурсом.
Постановка задачи
Для разработки и внедрения в промышленность режущего инструмента с вращающейся режущей частью необходимо установить параметры, влияющие на его износ
Изложение материала и результаты
В нагрузке, формирующейся на резцах, значительная доля приходится на силы трения. Уголь, как известно, обладает свойством абразивности, поэтому режущий инструмент подвержен значительному износу. Износ резцов радиального типа, как видно из рис. 1, происходит по их задним граням [2, 5, 6].
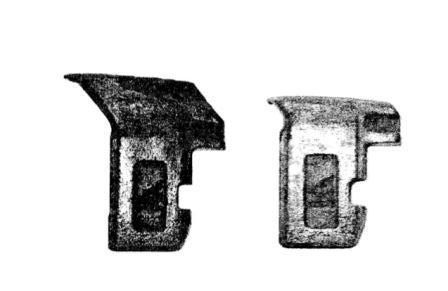
Рис. 1 - Характерный вид износа резцов радиального типа
Интенсивность износа резцов обусловлена, с одной стороны, абразивностью разрушаемого угля, с другой, - силой, формирующейся на его задней грани и параметрами армирующей твердой вставки, точнее, давлением на задней грани резца [1, 7].
Серийно изготавливаемые резцы радиального типа (резцы типа ЗР4-80) армированы твердой вставкой, изготовленной из вольфрамо-кобальтового карбида марок ВК-6, ВК-8 и др. Масса вставки около 30 грамм, размеры - 25 мм высота, 15 мм ширина и 7 мм толщина.
Серийно изготавливаемые резцы тангенциального типа имеют твердую вставку цилиндрической формы с конической вершиной. Масса вставки около 30 грамм, диаметр вставки 18 мм, высота 20 мм.
Вопросу изнашивания и износу режущего инструмента горных машин (очистных, проходческих комбайнов и буровых установок) посвящено много исследований, среди которых, в первую очередь,следует отметить работы М.Г. Крапивина и его школы и работы ИГД им. А.А. Скочинского[6].
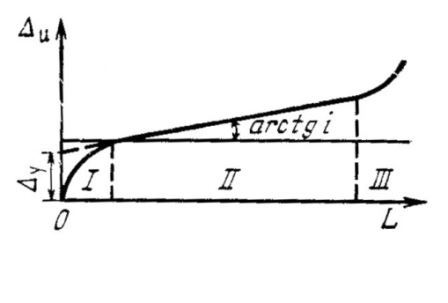
Рис. 2 - Зависимость износа резцов от пути резания
Согласно этим работам зависимость площадки износа резцов ?и от пути резания L имеет три зоны (рис. 2) [5]. I — зона интенсивного изнашивания. В этот период лезвия интенсивно микровыкрашиваются и скругляются. Интенсивность истирания также высокая, что обусловлено формой площадки износа. II — зона установившегося изнашивания. При отсутствии колебаний резца интенсивность изнашивания постоянная, а зависимость износа от пути — линейная. Поверхность износа увеличивается, но ее геометрия остается в среднем практически неизменной. Изнашивание происходит главным образом в результате истирания. III — зона усталостного или температурного изнашивания. Интенсивность изнашивания резко возрастает. При длительном резании мягких малоабразивных пород на поверхности износа образуется сетка трещин. При резании абразивных пород появляется искрообразование. Протяженность зоны I в сравнении с зоной II для горных пород составляет не более 10%. Зону III не следует допускать, выбирая соответствующие режимы резания и своевременно заменяя резцы.
Как видим, на износ серийно изготавливаемого режущего инструмента влияет много факторов. К основным факторам следует отнести: абразивность угля и породы, абразивную стойкость материала, сопротивляемость угля резанию, строение пласта, отжим угля и режим работы комбайна и ряд других факторов.
Разработанный в ДонНТУ режущий инструмент нового технического уровня? режущий инструмент с вращающейся режущей частью? состоит из свободно вращающегося на оси диска с непрерывным клиновидным ободом, который армируется цилиндрическими твердосплавными вставками, рис. 3. Твердосплавные вставки впаиваются в отверстия, образованные в диске, что существенно повышает надежность их крепления.
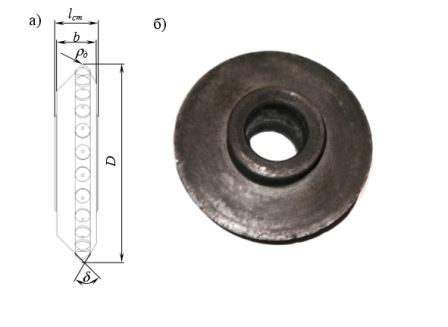
Рис. 3 - Конструкция (а) и характерный вид износа (б) режущего ин- струмента с вращающейся режущей частью
Так как конструкция и принцип работы режущего инструмента с вращающейся режущей частью схожи с широко применяемыми шарошками, то рассмотрим особенности процесса их изнашивания.
Рабочая часть лобовой шарошки изнашивается за счет уменьшения ее диаметра. Изучение профилей износа симметричных дисков в лабораторных условиях показало, что при их изнашивании радиус скругления лезвия и угол заострения почти не изменяются [2, 5, 6]. В производственных условиях на плоском буровом исполнительном органе щечки изнашиваются несимметрично.
Наличие в ряде случаев поперечных колебаний исполнительного органа приводило к увеличению радиального скольжения и соответственно радиуса скругления лезвия. При использовании асимметричных лобовых шарошек на конусном исполнительном органе радиальное скольжение невелико, геометрия диска в процессе изнашивания почти не изменяется. Следовательно, лобовые шарошки могут быть практически самозатачивающимся инструментом.
Выводы и направление дальнейших исследований
Таким образом, установлено, что рабочая часть режущего инструмента с вращающейся режущей частью изнашивается за счет уменьшения его диаметра. Интенсивность изнашивания диска режущего инструмента с вращающейся режущей частью зависит от тех же факторов, что и интенсивность изнашивания резцов, т.е. от абразивности горной породы и изнашиваемости инструментального материала, удельной нагрузки на инструмент и пути скольжения диска в контакте с породой, который на порядок меньше, чем путь контакта резцов.
Список источников
1. Бойко Н.Г. Разрушение угольных пластов режущим инструментом очистных комбайнов. Монография. - Донецк, РВД ДонНТУ, 2007. - 128 с.
2. Сысоев Н.И. Методы повышения прочности и долговечности режущих инструментов очистных и проходческих машин. Автореферат дисс. … канд. техн. Наук. - Новочеркасск, 1992. - 40 с.
3. Дергунов Д.М., Нестеров В.И. О некоторых достоинствах дисковых шарошек перед ради- альными резцами.// Механизация горных работ: сб. научн. тр./ Кузбас. политехн. ин-т, Кемерово, 1974. - Вып. 63. - с. 56 - 59.
4. Бойко Н.Г., Федоров О.В., Мельников В.А. Особенности стружкообразования дисковых шарошек / Наукові праці Донецького національного технічного університету. Серія: "Гірничо-електромеханічна". - Донецьк: ДонНТУ, 2005. № 101. - с. 7-11.
5. Крапивин М.Г. Горные инструменты. - М.: Недра, 1979. - 263 с.
6. Барон Л.И., Глатман Л.Б. Износ режущего инструмента при резании горных пород. - М.: Недра, 1969. - 168 с.
7. Бойко Н.Г. Повышение ресурса и эффективности работы режущего инструмента горных машин. Монография. - Донецк, РВД ДонНТУ, 2007. - 106 с.