Автор перевода: Лавров В.А.
Источник: Аrtifex-Аbrasives
К предпочтительным инструментам для обработки различных поверхностей материалов относятся шлифовальные круги на керамической связке с корундом и с суперабразивами, с алмазами или кубическим нитридом бора(КНБ), последние также на металлической связке. Эти два типа основ являются в важнейшем аспекте идентичности: их соответствующие жесткости имеют несомненно ограничение в использовании.
Менее известные имеют по сравнению с эластичными связками шлифовальных кругов, которые выходят за рамки его возможных применений обычных абразивов по многим пунктам. C одной стороны имеют во-первых свойство эластичной связки абразива, чтобы подгонять к заготовке, без риска, вместе с тем изменения геометрии заготовки. Большинство из всех достигаются с их использованием поверхностей с шероховатостью Rz<μ1, поэтому предлагается использование этих абразивных связок каждый раз, где на традиционных поверхностях инструментов не будет достигаться больше последующих поправок. На самом деле первый абразивный круг на эластичной связке был изготовлен в начале 20-го столетия: гипсовые блоки на фактисной связке. Они были использованы для очистки дровяных печей. Кроме того их использовали при удалении ржавчины в свое время из нержавеющей посуды. Сегодня существует – согласование с существующей современной техникой – подготовка большого количества абразивных зерен с разнообразными системами связывания для конкретного желаемого качества обработанной поверхности. В дальнейшем основами для работы с кругами на эластичной связке должны быть представлены как их особые преимущества.
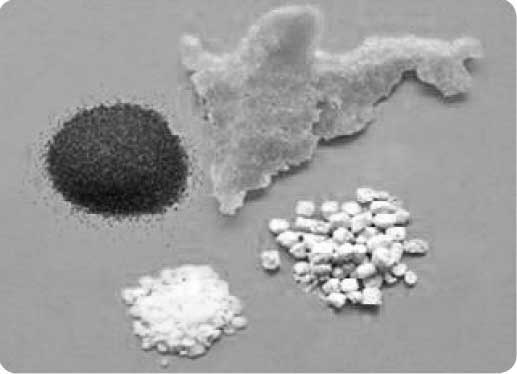
Рисунок 1 – Структура связок из абразивного зерна, каучука и добавок
Эластичные шлифовальные круги состоят прежде всего из обычных абразивных материалов, такие как карбид силициума, корунд и другие полировальные материалы в качестве шлифовальных материалов (рис. 1). Особые свойства инструмента подходят в дополнение c материалу-носителю:
Доставляют шлифовальный материал в матрице из эластичных материалов как полиуретан, каучук или модифицированных полимеров (эпоксидная смола, полиэфирная смола), содержат шлифовальные круги в соответствующей степеней упругости для конкретного применения (рис. 2).
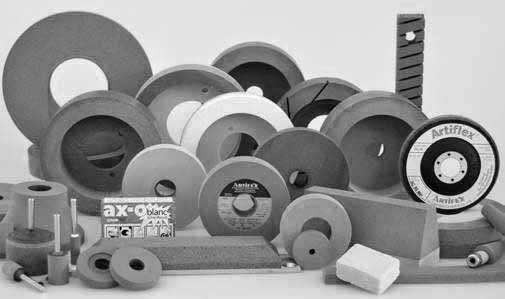
Рисунок 2 – Обзор ассортимента
Химическое строение соответствующих соединений воздействуют в согласовании с введение абразивного зерна в последующие свойства инструмента.
К этому следует добавить, что факторы жесткости, упругости, вида, размера и содержания зерен могут различно сочетаться и изменяться. Таким образом, идеальный состав достигается на соответствующих задачах шлифования или полирования.
Изготовление шлифовальных кругов на эластичной связке является химическим процессом. На основе жидких или размягченных материалов, исходное вещества превращается в смесь в соединительной матрице и cмесь абразивных частиц в формах затвердевает (рис. 3).

Рисунок 3 – Рабочий процесс разлива в матрицы полиуретановой смеси
При изготовлении инструмента на основе полиуретана, как правило, жидкостная система связывания перемешивается порционно абразивные зерна или через непрерывную подачу. После того, как остатки в форме, вступает в реакцию система из материала-носителя и абразива и медленно превращается в желаемое твердое состояние. Через соответствующие сложение исходных недозревших мягких веществ можно величину ширины полосы строения молекул изготовить до тонкопористых жестких пенопластов.
Система с носителем каучука изготавливается, как обычно в резиновом производстве, в смесительных вальцах. В этом процессе изготовления абразивное зерно и вспомогательное вещество медленно развальцовывается в смоле. После этого полученная сырая смесь доставляется в желаемую матрицу и с помощью температуры вулканизируется. Затем шлифовальный круг правиться на металлообрабатывающем станке (рис. 4).

Рисунок 4 – Правка шлифовальных кругов на эластичной связке
На основе абразивных свойств материалов назначается при этом по износостойкости, станок и особые требования по обработке. Для последующей обработки шлифовальный материал должен вводиться как правило в алмазный инструмент.
Твердость шлифовальных инструментов на эластичной связке, как обычно в резиновых и пластмассовых промышленностях, оцениваются либо по шкале (A и D) или от твёрдости по Бринеллю в соответствии с DIN 53456. Измерение переменных факторов эластичности происходит как правило по эластичному отскоку в соответствии с DIN 53 512.
От природы эластичные связки находятся в пределах относительно механической допустимой нагрузки. Для мягких шлифовальных кругов составляет от 15 до 25 м/с и с укрепленным посадочным отверстием до 30 м/с – предел максимальной рабочей скорости. Твердые полиуретановые шлифовальные круги позволяют развивать скорость до 40 м/с.
Для правки и соответственно профилирования шлифовальных кругов на эластичной связке можно назначить почти обычные инструменты для правки или профилирующие ролики. Предпочтительно использовали алмазные инструменты. Тем не менее, эластичные шлифовальные круги также правятся керамическими абразивными инструментами (рис. 5).

Рисунок 5 – Заточка эластичных полиуретановых кругов
Коэффициент перекрытия показывает различие заточки керамическими абразивными материалами при эластичном носителе, в меньшей мере на результат шлифования или производительности шлифования в конечном использовании.
Собственно, при сильно-упругих шлифовальных кругах на полиуретановой основе существует как правило достаточная обкатка обрабатываемого изделия, для того, чтобы добиться желаемого профилирования. Профиль сохраняется в течение всего срока службы шлифовального круга, там текущий процесс возобновляется снова и снова. Керамические круги напротив должны исправляться после обработки алмазными инструментами.
А вот упомянутые качество кругов на эластичной связке оказывается, что для контакта с обрабатываемым изделием прижимается его профиль, в то время как керамический абразивный инструмент ведет при дефектах механизма подачи к поломке или изменению геометрии обрабатываемого материала.
Гибкое расположение абразивных зерен привод к благоприятным свойствам абразивного инструмента по сравнению с теми же кругами на керамической основе (Рис. 6). Благодаря совершенной адаптации к геометрии обрабатываемого материала обрабатывается фактически только поверхность, без значительных изменений геометрии обрабатываемого изделия.

Рисунок 6 – Демонстрация упругости полиуретановых шлифовальных кругов
Шлифовальные инструменты на упругой связке прощают также ошибки в обслуживании, к примеру ошибки установки круга, которые сами по себе ухудшают снова станок, кроме того заготовку, излишней подачей на врезание.
Единая особенность изготовления кругов на эластичной связке состоит прежде всего в следующем:
Возможные высоты шероховатости (до Rz<μ1) достигают почти области полирования.
В виду результата работы может использоваться термины шлифование и полирование также синонимично.
При работе на ручном затачивающем станке с ручным механизмом подачи (рис. 7) оказывают заметно положительные демпфирующие свойства эластичной связки
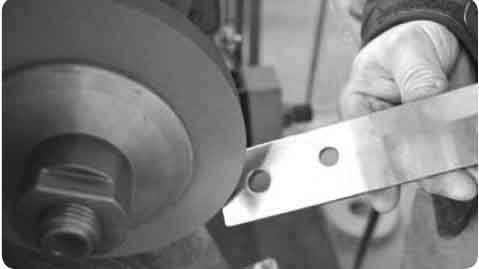
Рисунок 7 – Эластичный абразивный круг в использовании
Деталь позволяет легко и без скачков прижиматься абразивным кругом. Это позволяет изменяться прижимному усилию, возможность вручную регулировать результат шлифования.
В автоматизированных производственных процессов с ЧПУ, использование эластичных шлифовальных кругов приводит при правильном технологическом процессе для получения оптимальных результатов. В бесцентрово-шлифовальных станках используются валки на резиновой связке в качестве регулируемого шкива. В соответствующих заготовках возможно использование кругов на полиуретановой связке в качестве шлифовального материала.
При использовании керамических шлифовальных кругов известные общие и начальные условия разработки технологического процесса, к примеру длительность процесса, припуск или следующие регулируемые переменные, должны при введении шлифовальных кругов на эластичной связке вновь рассчитываться и соответственно испытываться.
Среди регулируемых переменных подходит подача на глубину вместе с тем значительное влияние: При этом параметр устанавливается уровнем силы – и для этого результата работы существует элементарное значение при использовании кругов на эластичной связке (рис. 8 ). На основании данной гибкости эти особенные шлифовальные основы определяемы особенно минимальной силой и неотложно перекрываются, что привычно отличается в обслуживании с керамическими основами. Общая система должна быть также в достаточной мере превратиться стружку, чтобы происходило желаемое удаление материала.
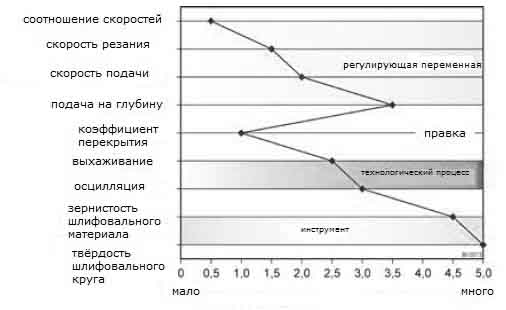
Рисунок 8 – Влияние технологического параметра на качество обработанной поверхности
Относительная твердость пенополиуретанов позволяет в расширенном диапазоне регулировать: очень мягкие (около 30 твердости по Шору) до очень твердых (95 твердости по Шору или до 60 твердости по Шору). Зависимость химического строения связки и степень наполнения абразивным зерном достигается высокой степенью упругости. В качестве желательного побочного эффекта эти соединения отличаются вследствие высокой пористости пенопластов при очень ожлажденном шлифовании. Эти эластичные шлифовальные инструменты могут использоваться в сухом дефибрировании или почти со всеми быстрыми охлаждающими веществами, зависит от задачи шлифования. Нижеприведенный типичный выбор процессов, при которых полиуретановые инструменты успешно подходят для использования:
Чистовое шлифование:
На поверхностях и профилях всех видов металлов, к примеру машинные валы.
Снятие облоя, заусенцев:
Ребера, к примеру при штамповке листового металла.
Очистка окалины и тонкое шлифование:
Кованные металлические части, к примеру боковая поверхность режущей кромки.
Матовость, лощение и полирование:
Цветные металлы и благородные металлы, к примеру золотое украшение или ремешок для часов.
Мраморирование:
Металлические поверхности любого вида, к примеру емкости для пищевой промышленности (Рис. 9).
Шерохование:
Резина, синтетические материалы, металлы или замша.
Правка:
Для сверхтвердых сталей и сталей повышенного качества, к примеру режущий инструмент.
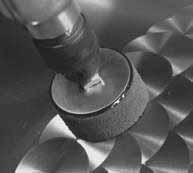
Рисунок 9 – Мраморирование листовой высококачественной стали
Вулканизированные связки с абразивным зерном показывают высокую тепловую стабильность чем полиуретановые системы описанные выше. Из-за твердости (до 70 твердости по Шору) они имеют и высокую стабильность формы, и высокие показатели срока службы.
Шлифование сопровождается незначительными тепловыделениями в отличии от керамических инструментов, затупившееся абразивные зерна трутся сравнительно быстрее на резиновой связке. Резиновые связки инструментов могут в том числе, успешно использоваться при следующих процессах:
Зачищение:
Сварочные швы, к примеру в строительстве резервуаров.
Снятие заусенцев:
Сверление, к примеру блоки цилиндра двигателя.
Высокая точность шлифования
Точные механические, оптические и хирургические изделия различных видов.
Исследование Фонда Института материаловедения (ВВТ) [1] исследовал возможности упругих абразивных инструментов при обработке машинных валов. В ходе исследования, упругий шлифовальный инструмент проводился на круглых заготовках из конструкционной стали заготовки из S355J2C + C (стр. 52-3, 1,0569) с целью использования, чтобы вовремя вероятно снизить низкую поверхностную структуру н величины Rz – то есть: чтобы улучшить точность измерения новой поверхности.
Предварительное измельчение проводили сначала керамическим шлифовальным кругом (Спецификация A120 H8 V), в следствии этого начальная шероховатость равнялась Rz = 3,5 – 4,0 мкм (Ra: 0,55 мкм). В качестве охлаждающего смазочного материала было использовано минеральное масло. Для результата, представленные здесь, был использован стандартный круглошлифовальный станок.
В ходе исследования процесса шлифования кругами на эластичной связке из пенополиуретановых соединений возможно достигает вслед за качеством поверхности до Rz = 0,2 мкм (рис. 10).
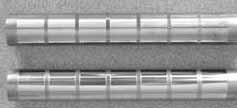
Рисунок 10 – Чистовое шлифование машинных валов – сравнение черновой обработки(вверху) и чистовой обработки (внизу)
В качестве важного технологического параметра в финишном процессе обработки имеет место наряду с подачей инструмента к обрабатываемой заготовки для обычного времени выхаживания. Дальнейшее существенное улучшение поверхностной отделки достигается за счет колебаний шлифовального круга в поперечном направлении хода шлифования.
Хотя абразивные круги на эластичной связке на протяжении почти 100 лет известны, это никоим образом не приведет к концу исследования развития. Жесткими пенополиуретановыми кругами можно достигнуть микронеровности поверхности до Rz <1 мкм без отдельного хонингования. Таким образом, в одном и том же станке, керамические и упругие шлифовальные круги друг доставляются за другом к использованию. Преимущество должно быть очевидно: перезакрепление заготовки на второй станок становится ненужным. Второй станок для чистового шлифования необязателен, потому что обе операции чернового и чистового шлифования выполняется без перерыва успешно на том же станке.
Будь по эстетическим или техническим причинам, упругими шлифовальными инструментами всегда можно достигать новые качества поверхности, которые впоследствии, должны разрабатываться отлично от затруднительных и затратоемких инструментов.
Эта статья была (стр. 76-86, 65-е издание) опубликована в ежегоднике шлифования, хонингования, притирки и полировки, издательство: "Вулкан".
1. Brinksmeier, E.; Bleil, N.; Koch, J.:Feinschleifen von Maschinenwellen mit elastischen Schleifwerkzeugen, in der Fachzeitschrift: Schleifenund Polieren 5/2008, S.20-23
[2] ebd. S. 20-23