Процесс охлаждения металлургических заготовок с минимальным деформации
Авторы: Баувайст Ж., Дубост Б.
Автор перевода: Шальнев А. А.
Способ охлаждения рассчитан на длинные или плоские металлургические продукты (1), имеющие постоянную толщину, чтобы свести к минимуму геометрические искажения и изменения свойств, отличается тем, что половины боковой поверхности покрыты слоем (2), который является изолирующим или худшим проводником тепла, чем продукт для охлаждения (1) перед покрываемой поверхностью (2) продукт вводят в контакт с водной средой охлаждения (4).
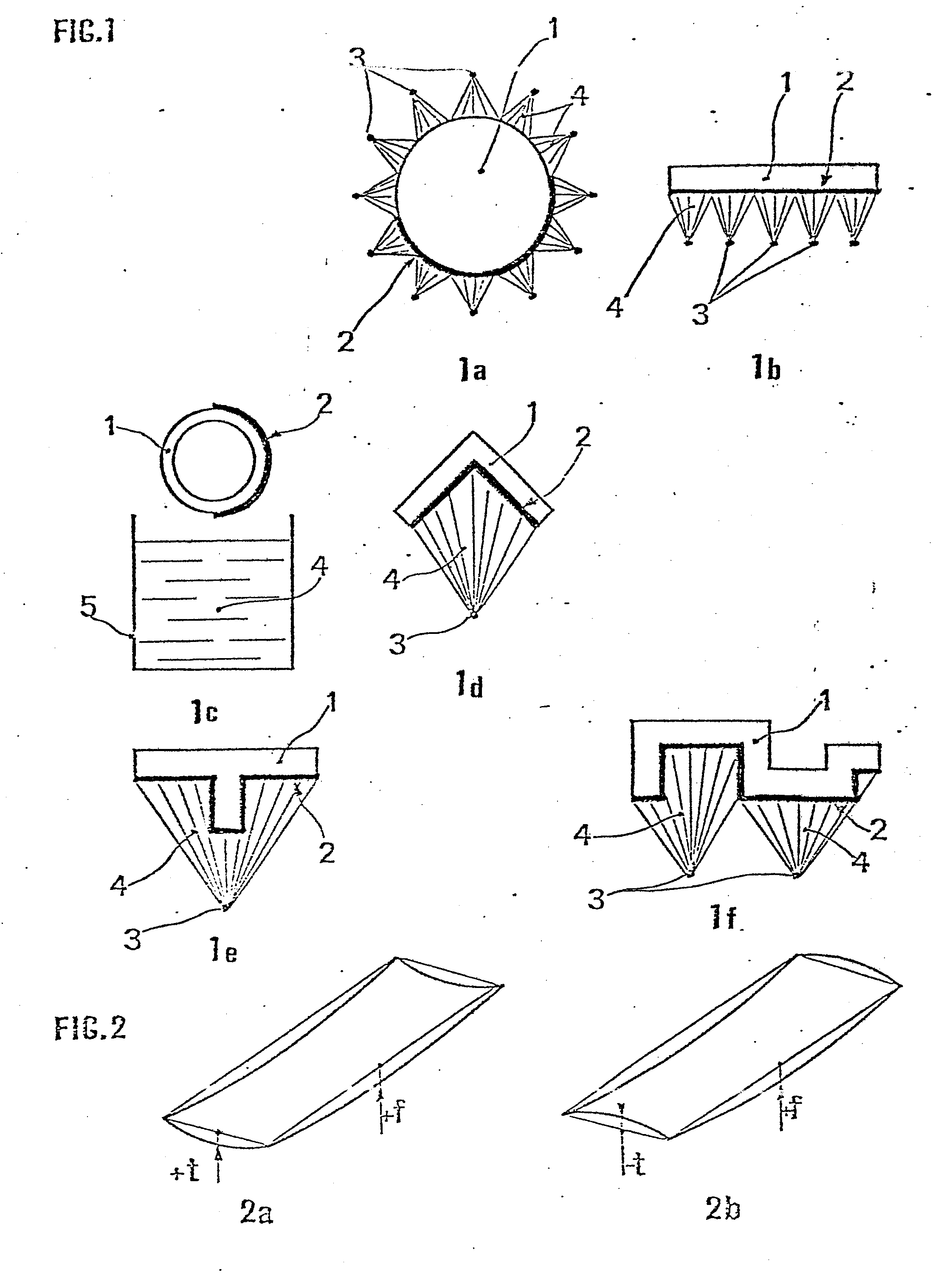
Рисунок 1 – Иллюстрация процесса охлаждения
[0001] Изобретение относится к способу охлаждения экономической металлургической продукции, что минимизирует искажения последней, сохраняя свои рабочие свойства.
[0002] Охлаждение металлургической продукции, участвующей во многих операциях, таких как литье и затвердевания после горячей обработки на различных инструментах (мельницы, прессы и др.) или в случае отпуска металла.
[0003] Из соображений производительности (особенно для охлаждения продуктов непрерывного производства) и/или металлургического класса (затвердевания, закалка), часто бывает необходимо, чтобы эти охлаждения проводились с высокой скоростью, например, путем распыления воды под высоким давлением брызг или двухфазной (воздух-вода). Известно, что плотность тепла, извлеченного из продукта от 1 до 5 мВт/м2 для потока воды порядка 20 кг/м2с. Или 1 200 1/м в минуту.
[0004] Однако эти методы имеют следующие недостатки:
а) распыление воды на высокой скорости (> 2000 1/м2мин.) и высокое давление (р > 1,5 МПа или 15 бар) вызывает значительное потребление воды и требует дорогостоящего оборудования (усилитель очень большой емкости). Более того, он не подходит для охлаждения тонких изделий, в частности, тонких листов или полос из легких сплавов, поскольку сила удара струи приводит к их деформации;
б) в пневматическом распылении воды и воздуха под давлением, обе среды вводятся одновременно в распылительный форсунок воздуха при низком расходе воды, или отдельно путем продувки сжатого воздуха на выходе из распылительного сопла водного механизма на высокой скорости потока.
[0005] Воздушный взрыв имеет недостатки – дорогая цена сопел (в десять раз выше, чем у механических сопел) и высокой стоимость капиталовложений и эксплуатации воздушных компрессоров. Кроме того, эта система является опасной из-за риска взрыва трубы, а сжатый воздух чрезмерно шумный.
[0006] Кроме того, на высоких скоростях охлаждения, продукты имеют местности с высоким уровнем внутреннего напряжения, если они толстые или очень сильно деформированы, если они тонкие, эти два эффекта отрицательно:
- Деформированные или искаженные охлаждением продукты часто требуют выпрямления или восстановления их формы с помощью мощных инструментов, таких как прессы, рубанки и др. ... операции, которые, в свою очередь, вызывают в нем вредные внутренние напряжения, подобные искажения возникают на одном из последующих химических или механических обработках.
- Использование специальных устройств, ограничивающих или устраняющих искажения при охлаждении, во время тушения, например, рамок, фланцев, прессов тушения и т. д. ... является довольно эффективным, но ограничено, потому что, несмотря на все принятые меры предосторожности, уровень внутренних напряжений остается высоким.
[0007] Метод, в соответствии с изобретением, исключает или, по меньшей мере, сводит к минимуму эти искажения, продукт охлаждают режимом охлаждения металла различной между двух смежных половин его наружной поверхности, каждая из которых проходит в направлении или вдоль главной плоскости продукта, когда они существуют.
[0008] Таким образом, для прямоугольного бруска, прикладывается между различными охлаждающими двух смежных боковых граней продукта и двух противоположных граней. Цилиндрическую трубку или стержень – применяя различное охлаждение между его двух противоположных граней. Конечно, метод можно обобщить для других металлических изделий. Ковка или формирование изделия проводится до тех пор, пока они не будут выдержанны по форме и/или по размеру при охлаждении.
[0009]
Дифференциальное охлаждение обеспечивается с помощью следующих средств:
- В случае охлаждения путем погружения в охлаждающую среду, для покрытия около половины внешней поверхности покрытием из изоляционного продукта или значительно меньшей теплопроводностью, чем охлаждаемый сплав (примеры: Обшивка/Al сплав, растворяющиеся покрытия и изоляционные огнеупорные) до погружения;
[0010] Было обнаружено, что при одностороннем охлаждение распылением, лучше предварительно покрывать изолирующим покрытием или плохим проводником тепла, что приводит к повышению скорости охлаждения тонких продуктов, без заметных искажений. Охлаждающая текучая среда, как правило, состоит из воды, при необходимости с добавлением некоторых добавок (ингибиторов коррозии, пеногаситель и т. д.).
[0011] Покрытие может быть выполнено на любом этапе производства, перед охлаждением при условии, что остается прилипшим и сохраняет свою эффективность в диапазоне (например, продукт может быть покрыт перед нагреванием раствора выше закалки).
[0012] Предпочтительно во всех случаях полив осуществлять на нижнюю часть продуктов в горизонтальном положении.
[0013] Как указано, метод применяется в основном, но не исключительно на длинные металлические изделия (трубы, профили) или плоские (полосы, листы, квартиры) с относительно небольшими поперечными размерами и толщиной в основном постоянными.
[0014] Для алюминия и сплавов алюминия, толщина листового проката предпочтительно меньше или равно 15 мм (до диаметра 30 мм для полного круглого прутка).
[0015] Для меди и медных сплавов, толщина предпочтительно 35 мм.
[0016] Для стали или сплавов на основе железа, толщина предпочтительно меньше или равно 8 мм (или диаметром приблизительно 15 мм).
[0017] Мы считаем, что два продукта имеют эквивалентные сечения если отношение внешняя боковая поверхность/объем одинаковы.
[0018] Способ особенно применим к упрочнению алюминиевых сплавов с высоким сопротивлением, для которых характеристики работы (прочность и/или коррозии) являются практически без изменений по сравнению с обычной закалкой, однако с очень низким уровнем искажений.
[0019] Когда охлаждение обеспечивается путем распыления или разбрызгивания соплами, важно, чтобы площадки струй покрыли всю поверхность охлажденного продукта либо непосредственно, либо косвенно через сток, подборы, и т. д. ... поверхности воды остаются ниже 2000 1 м-2мин.-1 и желательно 800 1 м-2мин.-1; Сопла расположены на расстоянии менее 15 см от поверхности продукта, и давление впрыска составляет менее 1,5 МПа (15 бар) и предпочтительно от 1 МПа (10 бар).
[0020] Способ согласно изобретению обеспечивает, по сравнению с традиционными методами охлаждения, следующими преимуществами:
Тонкие продукты:
- Отсутствие значительных искажений или лучшие плоскостности (или прямолинейного прилива) и низким остаточным напряжением после охлаждения еще быстрее;
- устранение или упрощение операций выравнивания.
Для продуктов любого размера:
- сохранения оптимальных параметров (механическая прочность, устойчивость к коррозии) до состояния использования;
- меньший объем потребления охлаждающей жидкости;
- повышение надежности и повторяемость операций охлаждения;
- возможность управления и регулирования скорости охлаждения продуктов.
ПАТЕНТНАЯ ФОРМУЛА (13)
1. Способ охлаждения длинных или плоских металлических изделий (1) постоянной толщины с целью минимизации геометрических искажений и изменения свойств, отличающийся тем, что имеет половине боковой поверхности покрывается (2) изолятором или более худшим проводником тепла, чем продукт охлаждения (1) перед контактом покрытого продукта (1, 2) с подходящей охлаждающей средой (4).
2. Способ по п.1, отличающийся тем, что охлаждение осуществляется путем погружения в жидкости (или смеси жидкостей) или суспензии.
3. Способ по п.1, отличающийся тем, что охлаждение продукта с покрытием осуществляется путем распыления или разбрызгивания жидкости или смеси жидкостей с помощью сопел.
4. Способ по п.3, отличающийся тем, что разбрызгивание или распыление ограничены покрытием боковой поверхности (2) продукта.
5. Способ по одному из пп.1–4, отличающийся тем, что продольное направление продукта (1) находится в горизонтальном положении.
6. Способ по одному из пп.1–5, отличающийся тем, что охлаждение продукта осуществляется на его меньшей поверхности.
7. Способ по любому из пп.1–6, отличающийся тем, что охлаждающая среда (4) водная.
8. Способ по любому из пп.1–7, отличающийся тем, что изделие (1) представляет собой продукт из алюминиевого сплава после термической обработки, который имеет поперечное сечение эквивалентна плоского продукта толщиной менее или равной 15 мм.
9. Способ по любому из пп.1–7, отличающийся тем, что изделия (1) представляет собой продукт из меди или медного сплава поперечное сечение которого эквивалент плоского продукта, толщина которого меньше или, равный 35 мм.
10. Способ по любому из пп.1–7, отличающийся тем, что изделия (1) представляет собой железистый сплав, поперечное сечение которого эквивалент равна плоской продукта толщиной меньше или равеной 8 мм.
11. Способ по одному из пп.3–10, отличающийся тем, что скорость поверхности сопел меньше 2000 1 м-2мин.-1 и желательно до 800 1 м мин. -1.
12. Способ по одному из пп.6–11, отличающийся тем, что давление подачи из форсунок составляет менее 1,5 МПа (15 бар) и желательно менее 1 МПа (10 бар).
13. Способ по одному из пп.3–12, отличающийся тем, что расстояние от сопла к продукту меньше или равна 15 см.