Аннотация
С использованием МГП определены оптимальные режимы резания, обеспечивающие минимальную себестоимость обработки при заданном уровне качества обработанной поверхности при чистовом и тонком точении. Установлены закономерности изменения оптимальных значений подачи и скорости резания от шероховатости обработанной поверхности и радиусов при вершине лезвия инструмента.
Ключевые слова: оптимизация, себестоимость, скорость, подача, шероховатость.
Введение
Обеспечение качества обработанной поверхности с достижением минимальной себестоимости механической обработки – важнейшая задача, решаемая при проектировании технологических процессов изготовления деталей. Одним из резервов снижения себестоимости является выбор рациональных параметров процесса резания. В связи с этим весьма актуальны исследования по определению оптимальных режимов резания, обеспечивающих для заданных условий обработки и требований к качеству обработанных поверхностей минимальную себестоимость.
Одним из наиболее распространенных методов оптимизации в настоящее время является метод линейного программирования [1], позволяющий осуществлять одновременную оптимизацию скорости резания и подачи с учетом действующих при резании ограничений по критерию максимальной производительности. Обязательным условием использования этого метода является возможность линеаризации целевой функции и ограничений. Для линейной целевой функции и линейных ограничений достаточно хорошо разработан и широко используется графический метод поиска оптимальных режимов резания [2], а также предложены аналитические зависимости оптимальных режимов резания от условий обработки [3]. Несмотря на простоту и наглядность, этот метод не позволяет решать задачи оптимизации режимов резания в случае нелинейной целевой функции, каковой является себестоимость обработки деталей.
Такого недостатка лишен метод геометрического программирования (МГП), нашедший широкое применение для поиска оптимальных проектных решений в различных областях инженерных исследований, но недостаточно распространенный в теории механообработки [2]. В связи с этим представляет интерес дальнейшее развитие МГП применительно к задачам оптимизации режимов резания для различных условий обработки.
Цель работы – с использованием МГП определить оптимальные режимы резания, обеспечивающие минимальную себестоимость обработки при заданном уровне качества обработанной поверхности при чистовом и тонком точении.
Основное содержание и результаты работы
ООсновное требование МГП состоит в том, что все компоненты задачи оптимизации должны быть выражены количественно в виде обобщенных положительных полиномов, называемых позиномами, от управляемых параметров. Возможность использования МГП для оптимизации режимов резания обусловлена тем, что целевая функция и ограничения могут быть представлены в виде суммы компонентов, каждый из которых выражается степенной функцией:

В противоположность другим методам оптимизации в МГП вначале находят экстремум целевой функции и относительный вклад каждой компоненты в его значение, а затем – оптимальные значения переменных параметров.
В представляемой работе в качестве критерия оптимизации принимается переменная часть себестоимости обработки детали режущим инструментом за один проход, зависящая от режимов резания:

где А – себестоимость станко-минуты, to – основное время обработки; tc – время смены инструмента; T – стойкость инструмента.
Целевая функция, выражающая зависимость переменной части себестоимости от режимов резания, с учетом известных соотношений основного времени обработки и стойкости инструмента с режимами, имеет вид:

где D, L – диаметр и длина обрабатываемой поверхности; Δ – припуск на обработку; V – скорость резания; S – подача; t – глубина резания; CТ – коэффициент характеризующие степень влияния глубины t, подачи S и стойкости T на скорость резания V, определяемые в зависимости от условий обработки.
В настоящей работе решается задача двухпараметрической оптимизации, то есть задача определения оптимальных значений скорости резания и подачи при заданной глубине резания в условиях однопроходной обработки (t = Δ ).
Тогда целевая функция может быть представлена следующим образом:

Для чистовой и тонкой токарной обработки необходимо учитывать ограничение по предельно допустимой шероховатость обработанной поверхности Ra:

Это ограничение необходимо представить в следующем виде:
Математическая модель задачи оптимизации скорости резания и подачи при чистовом и тонком точении представляется следующим образом:
- прямая задача МГП – минимизировать

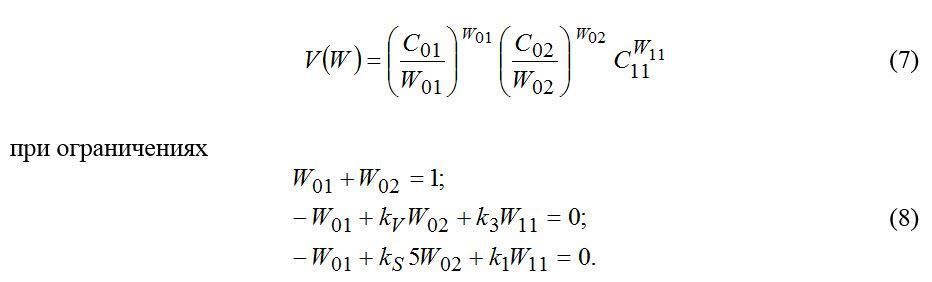
- двойственная задача МГП – максимизировать
- Старков В. К. Обработка резанием. Управление стабильностью и качеством в автоматизированном производстве. – М.: Машиностроение. 1989. – 296 с.
- Оптимизация и управление процессом резания: / О. С. Кроль, Г. Л. Хмеловский. – К.: УМК ВО, 1991. – 140 с.
- Ивченко Т. Г., Дубоделова О. С. Исследование возможностей комбинированой лезвийной и отделочно-упрочняющей обработки по повышению качества поверхностного слоя и производительности // Прогрессивные технологии и системы машиностроения: Международный сб. научных трудов. – Донецк: ДонНТУ, 2006. Вып. 31. – С. 140–146.
- Справочник технолога-машиностроителя. В 2-х т. / Под ред. А. М. Дальского, А. Г. Суслова, А. Г. Косиловой, Р. К. Мещерякова. – М.: Машиностроение. – 2001. Т. 2. – 944 с.
- Суслов А. ., Дальский А. М. Научные основы технологии машиностроения. М.: Машиностроение, 2002. – 84 с.
- Лезвийный инструмент из сверхтвердых материалов: Справ./ Под ред. Н. В. Новикова – К.:Техніка.1988.– 108 с.
Согласно МГП на первом этапе оптимизации скорости резания и подачи решается система линейных уравнений (8), имеющая единственное решение:
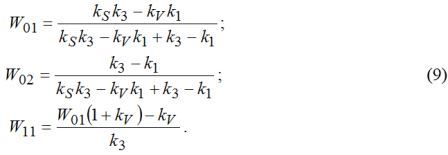
Особенность МГП является возможность уже на первом этапе решения оценить вклад каждой составляющей целевой функции в общую себестоимость С – (3). Стоимость первой составляющей, связанной с машинной обработкой оценивается весомостью W01, а составляющей, связанной со сменой инструмента – W02.
Далее вычисляется экстремум целевой функции, для чего рассчитывается максимум двойственной функции V(W) – (7). На основании найденного экстремума целевой функции составляется система линейных уравнений для определения оптимальных режимов резания:
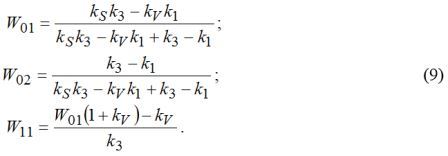
Особенность МГП является возможность уже на первом этапе решения оценить вклад каждой составляющей целевой функции в общую себестоимость С – (3). Стоимость первой составляющей, связанной с машинной обработкой оценивается весомостью W01, а составляющей, связанной со сменой инструмента – W02.
Далее вычисляется экстремум целевой функции, для чего рассчитывается максимум двойственной функции V(W) – (7). На основании найденного экстремума целевой функции составляется система линейных уравнений для определения оптимальных режимов резания:
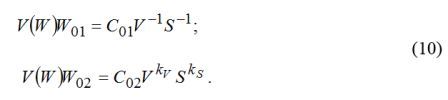
В результате решения этой системы определяются оптимальные подача SО и скорость резания VО:

Примеры определения оптимальных режимов резания, обеспечивающих минимальную себестоимость, приведены для токарной обработки вала (наружное продольное точение) диаметром D = 100 мм, длиной L = 250 мм из стали 45 на токарно-винторезном станке с ЧПУ 16К20Ф3. Для этих условий принято: себестоимость станко-минуты А = 0,5 коп/мин., время смены инструмента tc = 1 мин.
Оптимальные значения подачи и скорости резания, рассчитанные в соответствие с формулами (11) и (12) равны: SО = 0,216 мм/об,
VО = 209 м/мин.
Коэффициенты и показатели, которые характеризуют степень влияния подачи, переднего угла, радиуса при вершине и скорости резания на шероховатость обработанной поверхности: k0 = 0,16; k1 = 0,59; k2 = -0,29; k3 = -0,19; k4 = 0,66 [5].
Оптимальные значения подачи и скорости резания, рассчитанные в соответствие с формулами (11) и (12) равны:: SО = 0,116 мм/об,
VО = 145 м/мин.
Из анализа установленных закономерностей изменения оптимальных режимов следует, что большие значения скорости резания и подачи для заданного уровня шероховатости могут быть приняты для больших радиусов при вершине, что при минимальной себестоимости обработки будет обеспечивать более высокую производительность.
Наличие аналитических зависимостей для определения оптимальных режимов резания существенно упрощает разработку рекомендаций по выбору рациональных условий обработки, что особенно актуально для чистового и тонкого точения.
Таким образом, представленная методика позволяет для любых условий чистового и тонкого точения выполнять расчеты оптимальных режимов резания, обеспечивающих минимальную себестоимость обработки.
Выводы
С использованием МГП аналитически определены оптимальные режимы резания, обеспечивающие минимальную себестоимость обработки при заданном уровне качества обработанной поверхности при чистовом и тонком точении.
На основании разработанной методики установлены закономерности изменения оптимальных значений подачи и скорости резания от шероховатости обработанной поверхности и радиусов при вершине.
Разработанная методика определения оптимальных режимов резания может быть широко использована для любых видов обработки.