Аннотация
Глянь Д. В., Ешан Р. В. Автоматическое регулирование скорости конвейеров. В статье рассматриваются вопросы автоматической регулировки скорости ленточного конвейера путем применения частотно-регулируемого привода
В угольной промышленности ленточные конвейеры являются одним из наиболее распространенных средств транспортировки угля. Грузопоток из лавы не является постоянной величиной, вследствие чего значительную часть времени конвейер работает с неполной загрузкой. Мощность приводных двигателей конвейеров достигает сотен киловатт, поэтому улучшение энергетических показателей привода позволит уменьшить расходы на электроэнергию. Для решения этой задачи целесообразно регулировать скорость движения ленты в зависимости от грузопотока [1].
Рассмотрим такую систему автоматического управления – блок стабилизации погонной нагрузки на ленту конвейера (БСПН) (Рисунок 1).
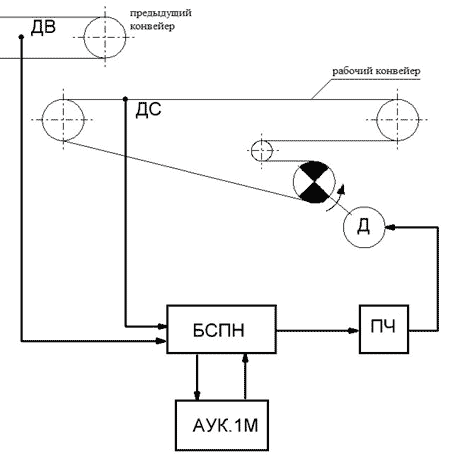
Рисунок 1 – Структурная схема САУ
Для стабилизации погонной нагрузки на ленту конвейера необходимо проводить 2 измерения: измерение скорости и массы погруженного угля.
Сигнал с датчика веса ДВ и датчика скорости ДС поступает на БСПН. Питание схемы осуществляется с искробезопасного блока питания. Датчик скорости подключен к схеме через согласующее устройство. В качестве средства измерения скорости используется датчик ДКС. В блоке размещена согласующая схема, которая выполняет функцию преобразования – с датчика снимается не уровень сигнала, а его частота, что обеспечивает большую защищенность от помех. Так же обеспечивается понижение уровня напряжения с датчика скорости и гальваническая развязка его присоединения к БСПН. Датчик веса располагается на предыдущем конвейере, это дает возможность быстрее реагировать на изменения грузопотока. В условиях угольной шахты рекомендуется использовать тензорезистивные датчики веса, они являются более надежными средствами измерения, а так же просты в обслуживании и эксплуатации по сравнению с оптическими и гидравлическими датчиками.
БСПН обрабатывает сигналы с датчиков и через интерфейс RS-485 выдает регулирующее воздействие на преобразователь частоты ПЧ, к которому подключен электродвигатель привода конвейера. Для контроля работы устройства в блоке присутствует жидкокристаллический индикатор, на который выводится информация о скорости и производительности конвейера.
Количество угля на ленте, т.е. масса поступающего груза, является изменяющимся параметром, а скорость – регулируемым. Блок стабилизации погонной нагрузки на ленту конвейера совместно с преобразователем частоты должен поддерживать постоянство коэффициента отношения грузопоток/скорость:
где qr – масса угля на одном погонном метре ленты предыдущего конвейера;
v – скорость текущего конвейера.
Для настройки устройства необходимо знать технические характеристики конвейеров: номинальную скорость текущего конвейера, и qr при номинальной производительности предыдущего конвейера:
где Q – производительность предыдущего конвейера,
g = 9,8 м/с2 – ускорение свободного падения,
v – скорость текущего конвейера.
При уменьшении поступления угля на ленту конвейера qr уменьшается, вследствие чего коэффициент k тоже уменьшается. БСПН регистрирует изменения и плавно регулирует скорость, пока k не достигнет требуемого значения.
Для управления и безопасной работы конвейер должен быть подключен к аппаратуре автоматизированного управления. В БСПН предусмотрена совместная работа с комплексом АУК.1М. Необходимо обеспечить имитацию датчика скорости, так как реле скорости комплекса АУК.1М отключит конвейер при снижении скорости ниже 75% от номинальной [2]. Для этого на вход датчика в комплексе подается уровень напряжения соответствующий номинальной скорости конвейера.
При сравнении моделирующих программ видно, что их модульная структура практически неизменна:
Управление конвейером осуществляется с пульта аппаратуры АУК.1М. Сигнал о запуске/остановке поступает на БСПН, откуда подается соответствующая команда на преобразователь частоты, который управляет электроприводом конвейера.
Таким образом, регулировка скорости движения тягового органа в зависимости от грузопотока позволит увеличить эффективность использования ленты, повысить срок её службы, а так же снизить энергопотребление, что немаловажно в условиях низкой рентабельности шахт.
Список использованной литературы
1. Гаврилов П. Д., Гимельшейн Л. Я., Медведев А. Е. Автоматизация производственных процессов. – М.: Недра, 1985. – 214с.
2. Батицкий В. А., Куроедов В. И., Рыжков А. А. Автоматизация производственных процессов и АСУ ТП в горной промышленности. – М.: Недра, 1991. – 303с.: ил.