Аннотация
Глянь Д. В., Оголобченко А. С. Обоснование способа автоматического управления участковой конвейерной линией с накопительнім бункером многопоточной линии транспорта В статье рассматриваются вопросы мониторинга и управления подземным ленточным конвейерным транспортом шахты.Предложен способ автоматического управления участковой конвейерной линией с накопительным бункером многопоточной конвейерной системы, позволяющий использовать аккумулирующую способности ленты конвейеров и емкости накопительного бункера для увеличения времени работы очистного комбайна при останове магистральной конвейерной линии.
На крупных угольных шахтах доставка угля от очистных забоев до скипового подъема осуществляется по многопоточной линии транспорта, состоящей из участковых конвейерных линий и сборных конвейеров – магистральных конвейерных линий. Участковая ленточная конвейерная линия обеспечивает транспортирование угля от очистного забоя до места перегрузки на магистральную конвейерную линию (см. рисунок 1). Как правило перегрузка осуществляется через накопительный бункер.
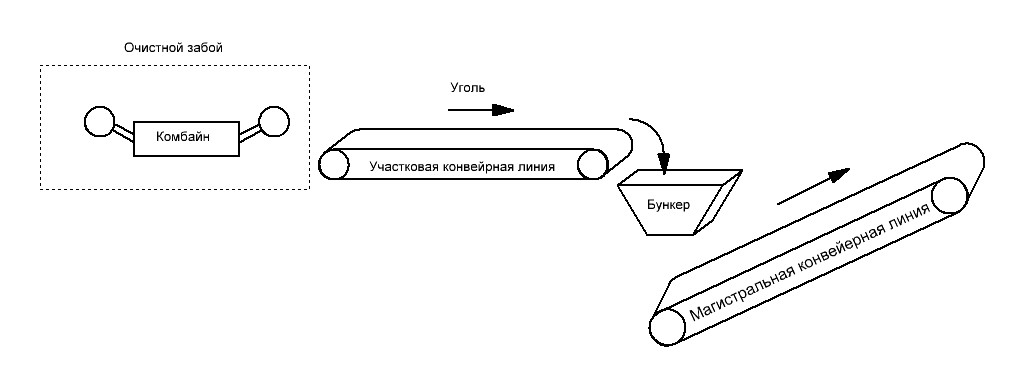
Рисунок 1 – Технологическая схема многопоточной линии транспорта угля от очистного забоя
В настоящее время почти все ленточные конвейерные линии на шахтах автоматизированы. Основным видом управления является автоматизированное управление, техническая сущность которого заключается в централизации управления процессами пуска-останова конвейеров в линии, при обеспечении автоматической защиты от развития аварии в случае возникновении аварийных ситуаций.
Однако при таком виде управления многопоточной линией транспорта угля от очистного забоя существует потери добычи угля при кратковременных остановах магистральной конвейерной линии, так как при этом требуется осуществлять останов очистного комбайна.
Предлагается способ автоматического управления участковой конвейерной линии с накопительным бункером, позволяющий использовать аккумулирующую способности ленты конвейеров и накопительного бункера для увеличения времени работы очистного комбайна при останове магистральной конвейерной линии.
Так, увеличение времени работы очистного комбайна при останове магистральной конвейерной линии определяется временем заполнения накопительного бункера:

где: Wб – объем накопительного бункера, т; Qконв – текущая производительность участковой конвейерной линии, которая соответствует текущей производительности очистного комбайна т/ч.
Для примера, на рисунке 2 приведена расчетная зависимость времени заполнения накопительного бункера емкостью 300 т от текущей производительности участковой конвейерной линии (конвейера в линии типа 1Л80).
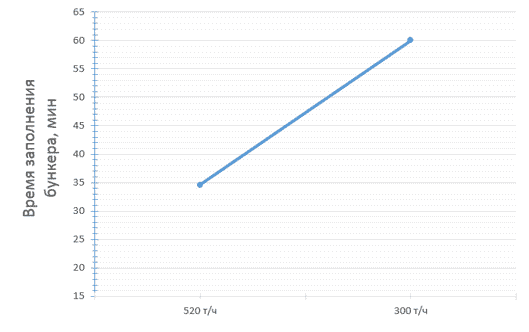
Рисунок 2 – Зависимость времени заполнения накопительного бункера от производительности участковой конвейерной линии
Уголь, добытый очистным комбайном за период tбзап аккумулируется на ленте конвейеров участковой конвейерной линии и в накопительном бункере.
Суть способа автоматического управления участковой конвейерной линии с накопительным бункером заключается в следующем. Пуск участковой конвейерной линии осуществляется стандартным способом в направлении обратном движению грузопотока с контролем момента запуска каждого последующего конвейера в зависимости от скорости предыдущего. В рабочем режиме работы участковой конвейерной линии конвейера работают с номинальной скоростью, обеспечивая транспортирование угля от очистного комбайна с заданной производительностью. Так же обеспечивается контроль необходимых технологических параметров, защит, блокировок и необходимых видов сигнализации согласно требованиям к автоматизации шахтных конвейеров и конвейерных линий [1], а также требованиям Правилам безопасности в угольных шахтах и правилам эксплуатации подземных конвейеров. Накопительный бункер открыт и уголь через него транзитом поступает на магистральную конвейерную линию. При останове магистральной конвейерной линии осуществляется следующая последовательность действий:
- накопительный бункер закрывается и переводится в аккумулирующий режим;
- скорость подачи очистного комбайна снижается до технически возможного значения;
- скорость ленты каждого конвейера участковой конвейерной линии снижается до значения, соответствующего текущей производительности комбайна.
После заполнения углем накопительного бункера, если магистральная конвейерная линия не включилась в работу, то осуществляется одновременный останов очистного комбайна и участковой конвейерной линии. Если после заполнения углем накопительного бункера магистральная конвейерная линия работает, то накопительный бункер открывается, скорость подачи очистного комбайна увеличивается до заданной (рабочей) и скорость каждого конвейера участковой конвейерной линии увеличивается до номинальной.
Структура технических средств управления для реализации предложенного способа управления участковой конвейерной линии с накопительным бункером приведена на рисунке 3.
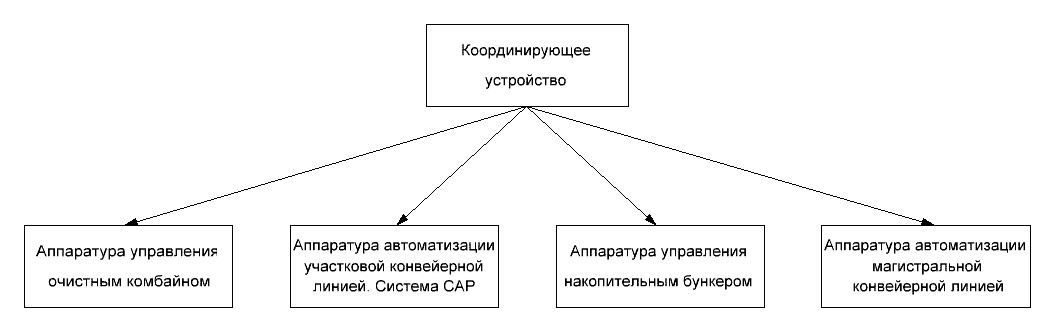
Рисунок 3 – Структура технических средств управления многопоточной линии транспорта угля от очистного забоя
На верхнем уровне управления расположено координирующее устройство (ЭВМ) которое выполняет следующие функции:
- передача в аппаратуру управления очистным комбайном значения необходимой минимальной скорости подачи (vmin) для перевода работы комбайна на данную скорость. Величина скорости vmin определяется исходя из технических характеристик очистного комбайна (мощность приводных двигателей, ширина захвата, тип режущего органа) и горно-геологических условий работы (плотность залегающего угольного массива, сопротивляемость угля резанью).
- формирование и передача в систему автоматического регулирования скорости ленты (САР) каждого конвейера участковой конвейерной линии значения уставки скорости ленты, которое соответствует текущей производительности очистного комбайна. Скорость ленточного конвейера можно вычислить как:

где: Qконв – текущая производительность участковой конвейерной линии, соответствующая производительности очистного комбайна; Сл – коэффициент производительности, для шахтных ленточных конвейеров Сл = 350 … 400; В – ширина ленты; γ – плотность груза в насыпке, ψ – коэффициент наполнения теоретического сечения [2].
- передача в аппаратуру управления накопительным бункером команды на открытие/закрытие бункера;
- регистрация и архивирование событий, связанных с работой многопоточной линии транспорта и управления им;
- графическое отображение на мнемощите диспетчера шахты и дисплее координирующего устройства следующей информации: о наличии и величине грузопотоков; состояние каждого конвейера (включен или выключен, работа на номинальной скорости или пониженной, нормальный режим или аварийный); состояние промежуточных накопительных бункеров (открыт или закрыт, уровень загрузки); оповещение о предпосылках или возникновении аварийной ситуации, ее причина и место возникновения;
На нижнем уровне управления применяется аппаратура автоматизации очистным комбайном с регулятором скорости подачи и аппаратура автоматизации каждым технологическим объектом многопоточной линии транспорта угля. Аппаратура должна иметь связь с ЭВМ (координирующим устройством). Кроме того, каждый конвейер участковой конвейерной линии должен оснащаться системой САР скорости ленты конвейера.
Для автоматического регулирования скорости ленты конвейера наиболее эффективным является применение системы САР регулирования частоты вращения приводного электродвигателя конвейера на основе частотно-регулируемого электропривод, так как он по сравнению с другими имеет более высокие энергетические и механические характеристик [3].
Структурная схема САР скорости ленты конвейера приведена на рисунке 4.
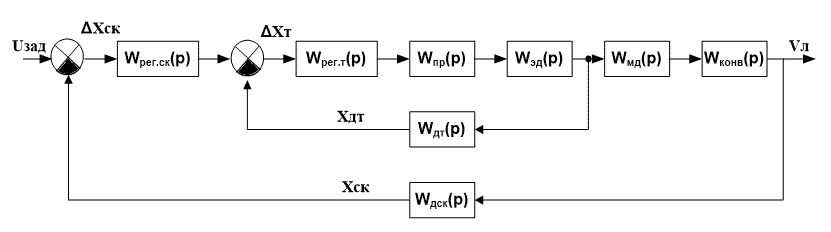
Рисунок 4 – Структурная схема САР скорости ленты конвейера
На рисунке 3 обозначено: Wрег.ск(p) – передаточная функция регулятора скорости; Wрег.т(p) – передаточная функция регулятора тока; Wпр(p) – передаточная функция тиристорного преобразователя частоты; Wэд(p) – передаточная функция электромагнитной составляющей двигателя; Wмд(p) – передаточная функция механической составляющей двигателя; Wконв(p) – передаточная функция тягового органа ленточного конвейера; Wдт(p) – передаточная функция датчика тока; Wдск(p) – передаточная функция датчика скорости; vл – скорость ленты.
В качестве выходного параметра принята скорость ленты, величина которой может быть измерена с достаточной точностью. Система САР имеет два контура: внешний контур схемы образован тахогенератором для измерения скорости ленты и регулятором частоты вращения приводного электродвигателя; внутренний контур образован датчиком тока в обмотке статора двигателя и регулятором тока. Наличие внутреннего контура вызвано необходимостью поддержания необходимой перегрузочной способности электродвигателя во всем диапазоне регулирования. Данная двухконтурная схема может дать неограниченный диапазон регулирования.
Регулятор скорости ленты конвейера обеспечивает при переключении работы конвейера с одной скорости на другую такое изменение частоты вращения приводного электродвигателя, при котором отсутствуют опасные динамические нагрузки на ленту, что повышает надежность конвейерной установки.
Для практических расчетов передаточные функции элементов САР определены в соответствии с рекомендациями [4]. Датчик тока и датчик скорости представлен в виде пропорциональных звеньев:

Передаточная функция тиристорного преобразователя частоты переменного тока по управляющему воздействию для практических расчетов имеет вид:

где: Тпр = 0,01 с, kпр = 1.
Передаточная функция тягового органа ленточного конвейера имеет вид:

где: τ = 0,05 с, Т1 = 0,031 с, Т2 = 0,055 с.
Передаточная функция асинхронного электродвигателя представлена как две составляющие, соответственно электромагнитная и механическая:

Для выбора типа автоматического регулятора скорости ленты конвейера проведено моделирование системы САР на ЭВМ в среде Micro-CAP. В качестве объекта регулирования принят шахтный ленточный конвейер типа 1Л80 с приводным асинхронным электродвигателем типа КОФ41-4 и тиристорным преобразователем частоты взрывобезопасным типа ПЧВ-К В5. Опуская промежуточные результаты, установлено что наилучшие показатели качества имеет САР с ПИД-регулятором: перерегулирование σ = 3,75 %; время переходного процесса tпп = 0,041 c.
На рисунке 5 приведен график переходного процесса изменения скорости ленты при регулировании системой САР с ПИД регулятором.
Для примера, проведено математическое моделирование на ЭВМ с помощью программы MathCAD способа автоматического управления участковой конвейерной линии с накопительным бункером. Исходные данные: очистной комбайн УКД-300, участковая конвейерная линия состоит из трех конвейеров типа 1Л80 (vном = 2,5 м/с, Qном = 520 т/ч, суммарная длина L = 1500 м), емкость накопительного бункера – 300 т.
В результате моделирования установлено, что при остановке магистральной конвейерной линии, системой управления производительность очистного комбайна уменьшена до 6 т/мин и скорость каждого конвейера участковой конвейерной линии снижена до 1,4 м/с. Время работы очистного комбайна увеличилась на 1 час. За этот период количество добытого угля составило 385 т. При этом 300 т аккумулировано в накопительном бункере, а 85 т на ленте конвейеров участковой конвейерной линии.
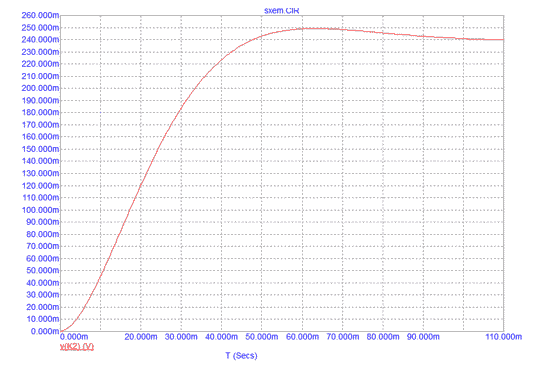
Рисунок 5 – Переходный процесс САР при использовании ПИД закона регулирования
Таким образом применение предложенного способа автоматического управления участковой конвейерной линией с накопительным бункером многопоточной линии транспорта повышает производительность работы очистного забоя.
Перечень ссылок
1. Требования к автоматизации шахтных конвейеров и конвейерных линий. – М.: Недра, 1981. – 25с.
2. Теоретические основы и расчеты транспорта энергоемких производств. Под ред. В. А. Будишевского, А. А. Сулимы. – Донецк, 1999. – 216с.
3. Шахмейстер Л. Г., Дмитриев В. Г., Лобочева А. К. Динамика грузопотоков и регулирование скорости ленточных конвейеров. – М.: Машиностроение, 1972. – 160с.
4. Малиновский А. К. Автоматизированный электропривод машин и установок шахт и рудников. – М.: Недра, 1987. – 277с.