Новые технические средства для повышения качества крепления скважин
Авторы: V. Vanifatyev, A. Dudaladov, S. Terentyev, A. Strrykhar
Источник: Специализированный журнал «Бурение и Нефть»
Аннотация
V. Vanifatyev, A. Dudaladov, S. Terentyev, A. Strrykhar. Технические средства для повышения качества крепления скважин. Повышение надежности изоляции пластов при креплении скважин является одним из основных условий, обеспечивающих их долговечность и продуктивность. Этими же условиями определяется эффективность затрат на бурение нефтяных и газовых скважин.
Традиционная практика разобщения пластов при креплении скважин не предусматривает возможности регулирования процессов герметизации затрубного пространства в заданных малых интервалах. Этот недостаток может быть устранен систематическим использованием различных дополнительных – финишных и промежуточных – операций по повышению надежности крепи скважин в строго заданных, наиболее ответственных интервалах затрубного пространства. Такие операции, выполняемые в дополнение к традиционному процессу цементирования скважин, обеспечивают оперативное улучшение изоляции пластов и в настоящее время являются одним из важнейших резервов существенного или радикального повышения качества крепления скважин.
Необходим комплексный подход к разработке технологий и технических средств для оперативного улучшения изоляции пластов при креплении скважин. Очевидно, что эти разработки должны развиваться с учетом прогресса в технологии подготовки скважины к цементированию и непосредственно процесса цементирования, а также с учетом создания новых материалов для цементирования скважин.
В ООО НТЦ «ЗЭРС» разработан, прошел заводские стендовые и промысловые испытания целый ряд новых технических средств для повышения качества цементирования скважин. Промысловая практика применения показала, что кроме основных функциональных технологических свойств, влияющих на процесс цементирования скважины, к новому оборудованию предъявляются и дополнительные требования. Например, в связи с широким применением долот типа PDC к обратным клапанам типа ЦКОД и колонным башмакам предъявляются особенные условия по их разбуриванию, которые полностью исключают наличие металлических элементов в этих конструкциях.
Более того, наличие деталей из чугуна или сплава Д16Т также нежелательно, т. к. приводит к снижению показателей работы долот типа PDC из-под башмака обсадной колонны. Появление долот увеличенных диаметров, соответственно, потребовало внесения изменений по увеличению внутренних проходных диаметров заколонных гидравлических пакеров, муфт ступенчатого цементирования, устройств для спуска и подвеcки хвостовиков.
Учитывая, что ООО НТЦ «ЗЭРС» осуществляет комплексную поставку оборудования, которым оснащается обсадная колонна, начиная от башмака и заканчивая цементировочной пробкой, нами налажен выпуск принципиально нового оборудования для отечественного рынка.
Казалось бы, самое простое устройство, включаемое в состав обсадной колонны колонный башмак (БК). Он предназначен для направления обсадной колонны при спуске по стволу скважины, но при этом к нему предъявляется целый ряд противоречивых технических требований.
Технические требования к колонным башмакам:
Исходя из последнего условия ООО НТЦ «ЗЭРС», была осуществлена разработка башмаков БК–П с полимерной направляющей пробкой и проведены сравнительные стендовые испытания башмаков БК–П, изготовленных из различных полимерных материалов и башмаков типа БКБ с бетонными насадками.
Результаты заводских стендовых испытаний колонных башмаков из разных полимерных материалов
В процессе заводских стендовых испытаний определялись следующие параметры:
1. Определение характера деформации полимерной насадки башмака БК–П 102 при создании осевой сжимающей нагрузки (рис. 1, 2) в температурном диапазоне 20–100°С.
2. Проведение сравнительных стендовых испытаний башмаков типа БК–П 102 и башмаков типа БКБ с бетонными насадками по методике испытаний отраслевого стандарта ОСТ 39–011–87 на осевую сжимающую нагрузку.
3. Проведение разбуривания башмаков БК–П на специальном стенде с использованием долот типа
4. Определение появления остаточной деформации полимерной насадки башмака БК–П 102 при нагружении при комнатной температуре и при температуре 100°С.
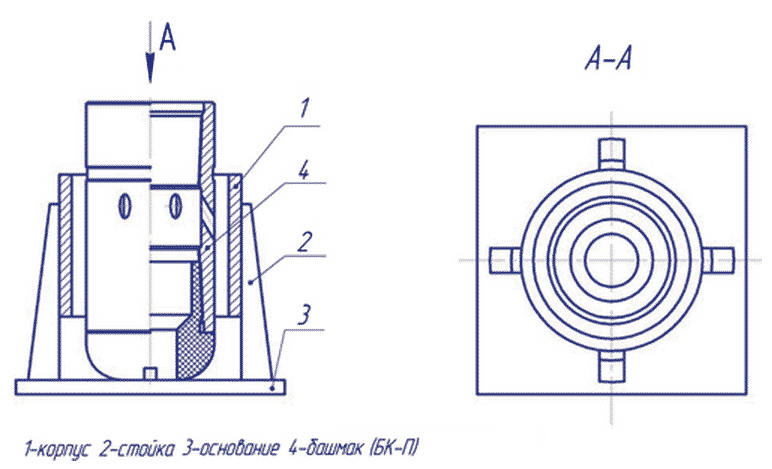
Рисунок 1 - Схема стендовых испытаний башмаков типа БК-П 102 и башмаков типа БКБ с бетонными насадками по методике испытаний отраслевого стандарта ОСТ 39–011–87 на осевую сжимающую нагрузку
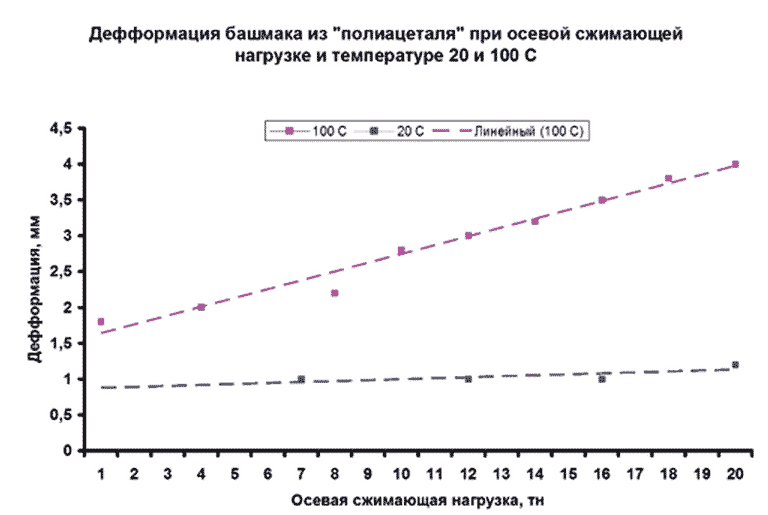
Рисунок 2 - Дефформация башмака из «полиацеталя» при осевой сжимающей нагрузке и температуре 20 и 100° С