Аннотация
Ткаченко О.Ф., Руденко Е.А. - Расчёт параметров формы раскатов в плане по проходам на стадиях черновой прокатки толстых листов Изучен алгоритм расчёта параметров формы раската в плане по проходам на стадиях черновой прокатки толстых листов. Проведён соответствующий расчёт.
Общая постановка проблемы
Уровень производства листового проката косвенно определяет степень промышленного развития страны в целом. В развитых странах доля производства листового проката превышает 60% от общего производства проката. Важнейшей составляющей сортамента листового проката являются толстые листы (толщина 4 мм и более).
Черная металлургия Украины характеризуется повышенными расходами энергетических и материальных ресурсов, в том числе и на производство проката. Особенно это актуально для листового проката, так как его доля за последнее десятилетее в общем объёме металлопродукцции непрерывно растёт.
Средний расходный коэффициент металла на толстолистовых станах в странах с современными технологиями прокатки находится на уровне 1175 кг/т, а в Японии на станах 5500-1085 кг/т. Тогда как на реверсивных толстолистовых станах Украины расходный коэффициент находится в пределах 1180-1285 кг/т.
Сокращение расхода металла при прокатке толстых листов достигают в большинстве случаев снижением концевой и боковой обрези путём управления формой раскатов в плане на этапе черновой прокатки. Существующие на сегодняшний день управляющие способы прокатки на предприятиях Украины не реализованы. Поэтому существует актуальная научно-техническая задача обоснования рациональных параметров профилирования широких граней и формы раскатов в плане при прокатке толстых листов с целью уменьшения расхода металла в обрезь.
Анализ архитектур моделирующих программ
В основе систем управления формой раскатов в плане лежат математические модели и алгоритмы расчетов параметров формы и управляющих воздействий. Их разработка является актуальной задачей.
Для разработки способа управления формой раскатов в плане применили метод исследования и математическое описание параметров формоизменения концов листового раската в плане в динамике по проходам в горизонтальных валках, основанном на использовании рекуррентного выражения и технологических передаточных коэффициентов.
По этому методу параметры формы концов раската после любого прохода в ГВ можно определить, применяя принцип суперпозиции, как сумму двух составляющих. Первая составляющая является результатом деформации внешней части конца, вторая – условного прямоугольного конца раската. Вписанный прямоугольный раскат показан на рисунке 1.
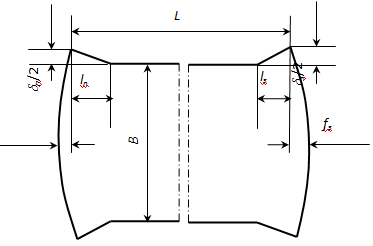
Рисунок 1 – Форма концов раската после обжатия исходного прямоугольного сляба в горизонтальных валках
где:
- ![]() - уширение переднего и заднего концов после обжатия в ГВ;
- уширение переднего и заднего концов после обжатия в ГВ;
- ![]() - выпуклость переднего и заднего торцов раската после ГВ;
- выпуклость переднего и заднего торцов раската после ГВ;
Особенностью формоизменения концов вписанного прямоугольного конца раската является наличие перед ними неполных жестких зон, уменьшающих неравномерность течения металла по ширине.
Рекуррентное выражение для расчета параметров формы переднего и заднего конца раската имеет вид:
где ![]() – параметры формы переднего (п), заднего (з) концов раската после прокатки в ГВ i – том проходе;
– параметры формы переднего (п), заднего (з) концов раската после прокатки в ГВ i – том проходе;
![]() - параметры формы переднего (заднего) конца раската перед i – тым проходом;
- параметры формы переднего (заднего) конца раската перед i – тым проходом;
![]() - коэффициенты передачи (сдерживания неполными жесткими зонами внешнего контура) параметров формы переднего (заднего) конца вписанного прямоугольного раската в i – том проходе в ГВ;
- коэффициенты передачи (сдерживания неполными жесткими зонами внешнего контура) параметров формы переднего (заднего) конца вписанного прямоугольного раската в i – том проходе в ГВ;
![]() - коэффициенты передачи параметров формы переднего (заднего) конца внешнего контура раската в i – том проходе в ГВ;
- коэффициенты передачи параметров формы переднего (заднего) конца внешнего контура раската в i – том проходе в ГВ;
![]() - параметры формы переднего (заднего) конца вписанного прямоугольного раската после деформации в ГВ в i – том проходе.
- параметры формы переднего (заднего) конца вписанного прямоугольного раската после деформации в ГВ в i – том проходе.
![]() - параметры формы переднего (заднего) конца после деформации в ГВ в i – том проходе.
- параметры формы переднего (заднего) конца после деформации в ГВ в i – том проходе.
Параметры формы концов как исходного прямоугольного сляба в плане, так и вписанного прямоугольного раската можно определить по формуле:
 (2)
(2)где: ![]()
- ![]() - уширение переднего и заднего концов после обжатия в ГВ;
- уширение переднего и заднего концов после обжатия в ГВ;
- ![]() - выпуклость переднего и заднего торцов раската после ГВ;
- выпуклость переднего и заднего торцов раската после ГВ;
- В0, Н0 – ширина и толщина сляба или вписанного раската;
- D0 – диаметр валков;
- В, А0, А1, А2, А3 – эмпирические коэффициенты, определенные для реальных условий прокатки.
Коэффициент ![]() =1, т.е. расширенные участки концов раската после предыдущего прохода вытесняются в поперечном направлении металлом из вписанного прямоугольного раската и не изменяются в текущем проходе.
=1, т.е. расширенные участки концов раската после предыдущего прохода вытесняются в поперечном направлении металлом из вписанного прямоугольного раската и не изменяются в текущем проходе.
Коэффициент передачи параметров формы переднего (заднего) конца внешнего контура раската в i-том проходе в ГВ можно определить по зависимости:
где: ![]() - вытяжка в i-том проходе.
- вытяжка в i-том проходе.
Коэффициенты передачи (сдерживания неполными жесткими зонами внешнего контура) параметров формы переднего (заднего) конца вписанного прямоугольного раската в i-том проходе в ГВ
Алгоритм расчета параметров формы раскатов в плане должен учитывать, что после протяжки сляба и кантовки на 900 (перед разбивкой ширины), а также после разбивки ширины и кантовки (перед продольной прокаткой) параметры формы раската должны быть переименованы со сменой знаков следующим образом. Так при повороте фигуры, показанной на рисунке, на 900 боковые грани раската становятся торцевыми, а торцевые – боковыми. Следовательно, выпуклости торцов ![]() становятся утяжкой ширины концов
становятся утяжкой ширины концов ![]() , а расширение концов
, а расширение концов ![]() - вогнутостью торцов
- вогнутостью торцов ![]() Ширина раската (B) становится длиной (L), а длина – шириной. Соотношения между параметрами после первой кантовки следующие:
Ширина раската (B) становится длиной (L), а длина – шириной. Соотношения между параметрами после первой кантовки следующие: ![]() .
.
Рассчитанные по данной методике параметры формы раската в плане по проходам и стадиям черновой прокатки сляба 250х1500х2100 мм на раскат 80х2600х12000 мм приведены в таблице 1.
Таблица 1 – Результаты расчёта параметров формы раската в плане
