УДК 621.74.047
ЭФФЕКТИВНОСТЬ
ИСПОЛЬЗОВАНИЯ
СОВРЕМЕННОЙ СИСТЕМЫ ПОДАЧИ ШЛАКООБРАЗУЮЩЕЙ
СМЕСИ В КРИСТАЛЛИЗАТОР СЛЯБОВОЙ МНЛЗ
Дидович С.В., Столяров А.М.
ФГБОУ ВПО «Магнитогорский государственный
технический университет им. Г.И. Носова»,
г. Магнитогорск
Юречко Д.В.
ОАО «Магнитогорский металлургический
комбинат», г. Магнитогорск
Аннотация:
В статье приведены результаты опробования
системы автоматизированной подачи шлакообразующей смеси в кристаллизатор слябовой МНЛЗ криволинейного типа с вертикальным участком.
Ключевые
слова: МНЛЗ, кристаллизатор, ШОС, подача,
система, сляб, лист, качество.
В кристаллизаторах всех современных
МНЛЗ при разливке стали закрытой струей используется шлакообразующая смесь
[1-3].Основными функциями шлакообразующей смеси являются тепловая защита
зеркала жидкого металла в кристаллизаторе, обеспечение отсутствия контакта разливамого металла с атмосферным воздухом для исключения
возможности вторичного окисления и азотирования, смазка трущихся поверхностей
затвердевшей оболочки вытягиваемой заготовки и рабочей поверхности качающегося
кристаллизатора, ассимиляция всплывающих неметаллических включений и др. [4].
Выполнение вышеперечисленных функций позволяет обеспечить стабильность процесса
разливки стали без возникновения аварийных ситуаций и высокое качество
отливаемых заготовок. Вследствие очень широкого диапазона марочного сортамента
разливаемой стали производителям шлакообразующих смесей приходится подбирать
состав и физико-химические свойства смесей с учетом конкретных особенностей производства
каждого потребителя. В последнее время осуществляется разработка и
использование автоматизированных систем, позволяющих непосредственно в процессе
разливки в режиме реального времени оценивать и при необходимости
корректировать технологию использования шлакообразующей смеси. Для этого широко
используются параметры, косвенно характеризующие работоспособность покровного
шлака в кристаллизаторе МНЛЗ: данные о нагрузке, вибрации, отклонении оси
кристаллизатора от заданной геометрии перемещения, усилии вытягивания непрерывнолитой заготовки и другие. Важным условием
эффективного использования шлакообразующей смеси является равномерность толщины
слоя шлака, образующегося на поверхности зеркала металла в кристаллизаторе.
Данный параметр зависит от способа подачи смеси в кристаллизатор.
Традиционно подача смеси выполняется
ручным способом. Шлакообразующая смесь поступает расфасованной по 10-15 кг в
бумажные или полиэтиленовые мешки для исключения попадания влаги. После
вскрытия мешка на крышке кристаллизатора смесь подается при помощи ручного
инструмента: лопат, г-образных или т-образных прутков. При незначительной
удаленности производства шлакообразующей смеси от места непосредственного
использования допускается отгрузка смеси «навалом» в коробках.
Прогрессивным способом является
автоматизированная подача шлакообразующей смеси в кристаллизатор МНЛЗ. При этом
подача смеси может производиться в струе газа-носителя или механическим
способом.
Вид установок для автоматизированной
подачи шлакообразующей смеси в кристаллизатор МНЛЗ показан на рис. 1.
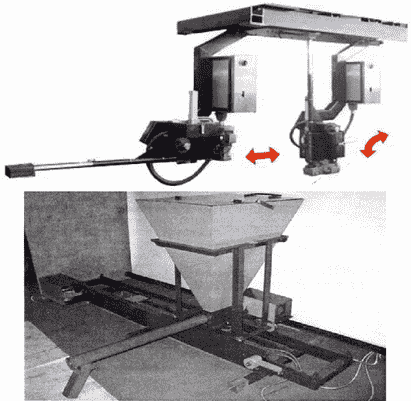
Эти установки достаточно просты конструктивно,
но различаются требованиями к подаваемому материалу. При механической подаче
смеси на установках шнекового типа, как и при подаче
смеси вручную, практически отсутствуют требования к гранулометрическому составу
и влажности смеси. При этом одним из самых существенных недостатков таких
систем является их громоздкость – размеры установки могут достигать нескольких
метров. Это связано с необходимостью размещения оборудования
для перемещения подаваемого материала на расстояние от места выгрузки
шлакообразующей смеси до места расположения кристаллизатора. Поэтому
включение таких систем в габариты существующих отделений непрерывной разливки
стали, особенно при наличии многоручьевых МНЛЗ, является проблематичным.
Установки для автоматизированной
подачи смеси путем вдувания в потоке несущего газа достаточно компактны и могут
быть размещены даже на рабочих площадках МНЛЗ незначительной площади. Они
просты в эксплуатации, но требуют подключения несущих сред: сжатого воздуха или
аргона. Для исключения возможности забивания выходных отверстий к подаваемому
материалу предъявляются повышенные требования. Гранулометрический состав смеси
должен обеспечивать наличие пыли в количестве не более 5-15 %, а влажность
материала должна быть не выше 0,5 %
В ОАО «Магнитогорский
металлургический комбинат» проведено опробование установки автоматизированной
подачи шлакообразующей смеси вдуванием при разливке стали в
кислородно-конвертерном цехе на одноручьевой МНЛЗ
криволинейного типа с вертикальным участком [5, 6]. Из стали для производства нефте- и газопроводных труб отливались слябовые
непрерывнолитые заготовки толщиной 250 и 300 мм и
шириной 1560…2600 мм.
При испытании данной установки
изучались расход шлакообразующего материала и влияние на качество – доля слябов
с продольными трещинами и получение несоответствующей продукции в прокатном
переделе на стане «5000» горячей прокатки.
В период использования системы в
течении трех месяцев была осуществлена разливка
металла в количестве около 400 плавок. В результате проведенных исследований
было установлено, что расход шлакообразующей смеси снижается на 4…7 % (отн.). Аналогичные результаты были получены и в ОАО
«Новолипецкий металлургический комбинат» при эксплуатации установки
автоматизированной подачи шнекового типа.
Следует отметить, что на расход смеси существенное влияние оказывает
показатель серийности разливки металла и количество произведенных
замен промежуточного ковша. В начале серии и после замены промежуточного ковша
на оголенное зеркало металла в кристаллизаторе
расход смеси увеличивается.
При автоматизированной подаче
шлакообразующей смеси количество слябов с продольными трещинами оказалось примерно
на 60% меньше по сравнению с ручной подачей. Это
объясняется более равномерным распределением подаваемого материала на поверхности металла в кристаллизаторе, что обеспечивает одинаковую толщину покровного шлака. При
ручной подаче смеси ее поступление в «узкие»
места кристаллизатора между погружным стаканом и широкими
стенками затруднено.
При горячей прокатке слябов на
толстый лист получены примерно одинаковые результаты для слябов толщиной 300 мм
и улучшение качества металлопродукции из слябов толщиной 250 мм. Это связано с
большей эффективностью применения автоматизированной подачи смеси по сравнению
с ручной подачей материала при отливке слябов толщиной 250 мм с более широким
диапазоном скоростей вытягивания заготовок из кристаллизатора, в то время как
слябы толщиной 300 мм отливаются практически с неизменной скоростью.
Стабильность процесса разливки при
использовании автоматизированной системы и ручного ввода оказалась одинаково
высокой вследствие использования материалов надлежащего качества и высокой
квалификации обслуживающего персонала.
В качестве заключения необходимо
отметить следующее:
-
Использование
систем автоматизированной подачи шлакообразующей смеси в кристаллизатор любого
типа позволяет уменьшить расход дорогостоящего материала и себестоимость
производимой металлопродукции.
-
При выборе варианта
конструкции систем необходимо руководствоваться выполнением заложенных в них
требований по размещению оборудования и использованию сред.
-
Наличие системы еще не
гарантирует обеспечение стабильных параметров разливки стали и улучшения
качественных показателей переработки непрерывнолитых
слябов.
-
При внедрении таких
систем в сталеплавильном производстве металлургического предприятия необходимо,
как и при запуске любого нового промышленного оборудования, быть готовым к подбору,
очень часто, длительному, оптимальных параметров работы – расхода смеси, в том
числе дифференцированному, возможному изменению схемы и выходных устройств
подачи смеси.
-
Подобные системы дают
возможность влиять на такие параметры технологии, которые раньше во многом зависели от
квалификации обслуживающего персонала, и настраивать их на рациональные
значения, без получения которых невозможно улучшить процесс
производства.
-
При этом целесообразно
дополнять такие системы различными опциями, например, приборами для
автоматического определения и регулирования расхода шлакообразующей смеси,
датчиками определения толщины жидкого шлака и, возможно, температуры его поверхности,
датчиками, позволяющими контролировать равномерность вышеуказанных параметров
по всей площади поверхности кристаллизатора в режиме реального времени
Литература
1.
Столяров А.М., Селиванов В.Н. Непрерывная разливка стали. Часть первая.
Конструкция и оборудование МНЛЗ: Учебное пособие. Магнитогорск: ГОУ ВПО «МГТУ»,
2007. 154 с.
2.
Столяров А.М., Селиванов В.Н. Технология непрерывной разливки стали: Учебное пособие.
Магнитогорск: ГОУ ВПО «МГТУ», 2009. 78 с.
3. Паршин В.М., Буланов Л.В.
Непрерывная разливка стали. Липецк: ОАО «НЛМК»,
2011. 221 с.
4. Лейтес
А.В. Защита стали в процессе непрерывной разливки. М.: Металлургия, 1984. 200 с.
5. Опыт эксплуатации новой
одноручьевой слябовой МНЛЗ с вертикальным участком /
С.В. Прохоров, Б.А. Сарычев, А.С. Казаков и др. // Сталь, 2012. №7. С. 9-11.
6. Столяров А.М., Мошкунов В.В., Казаков А.С. Мягкое обжатие слябов при
разливке трубной стали на криволинейной МНЛЗ с
вертикальным участком. Магнитогорск:
Изд-во Магнитогорск. гос.
техн. ун-та им.
Г.И. Носова, 2012. 116 с.
Сведения об
авторах
Дидович Сергей Владимирович – аспирант кафедры металлургии черных металлов Института
металлургии, машиностроения и материалообработки
ФГБОУ ВПО «Магнитогорский государственный технический университет им. Г.И.
Носова». E-mail: mchm@magtu.ru
Столяров
Александр Михайлович – д-р техн. наук, проф. Института
металлургии, машиностроения и материалообработки
ФГБОУ ВПО «Магнитогорский государственный технический университет им. Г.И.
Носова». E-mail: mchm@magtu.ru
Юречко Дмитрий Валентинович – канд. техн. наук, ведущий специалист
ДКК ОАО «Магнитогорский металлургический комбинат». E-mail:
mchm@magtu.ru