
Abstract
CONTENT
- INTRODUCTION
- 1. Theme urgency
- 2. Goal and tasks of the research
- 3. The basic part
- CONCLUSION
- REFERENCES
INTRODUCTION
At present, machining remains one of the main and most preferred methods of forming parts, despite significant progress in the development of alternative methods such as precision casting, stamping and electrophysical processing. In modern conditions, the efficiency of machine-building production is largely determined by the productivity of the main process equipment and a stable trend continues to be introduced into the production of high-performance multi-operation machines with numerical program control and automated machine tools , which is the main reserve for improving processing capacity.
1. Theme urgency
Multiprocessing machines (MS) and automated machine tools represent a qualitatively new level of technical equipment and organization of production processes. Domestic and foreign experience in using this type of equipment in machine building, has confirmed the effectiveness of its application, both in single and serial production. However, to increase the efficiency and feasibility of using such expensive equipment, it is necessary to increase productivity. The operation of multi-operation machines is characterized by a sharp increase in the cost of machine-minutes, tightening of working conditions for the cutting tool, an increase in the consumption of tools per unit of output. The cost of one machine-minute of a multiprocessing machine is 5-8 times higher, in comparison with a universal CNC machine.
The production costs for the tool currently reach 0.5-0.56 costs of equipment operation. Therefore, one of the ways to increase the productivity of multi-operation machines is to select the optimal parameters of the tooling system, by minimizing the consumption of the cutting and auxiliary tools and reducing the time for its replacement, since it is known that the time taken to change the tool depends on the design of the automatic tool changer and the capacity of the tool magazine.
Therefore, the problems of instrumental support of multi-operation machines are extremely important.
2. Goal and tasks of the research
The purpose of the study is to grounding the parameters of the tooling system for a multi-operation machine.
Main tasks of the research:
- Study and analysis of literature on the topic.
- Evaluation of the influence of the parameters of the tooling system on the performance of multi-operation machines.
- Analysis of the structure and design of automatic tool changers
- Search and analysis of the main factors affecting the parameters of the automatic tool changer system
- . Analysis and justification of methods for optimizing the parameters of the automatic tool changer system.
Research object:the tool system for multi-operation machine.
Research subject: : the effect of the parameters of the tooling system on the performance of a multi-operation machine.
3. The basic part
Multipurpose machines are designed for complex machining of parts such as bodies of revolution and complex body parts, from all sides, except for surfaces on which the workpieces are based and fixed.
Concentration of operations on these machines allows you to perform a complete workpiece processing from one installation. This makes it possible to create a mobile and flexible production, since multi-operation machines are easy to set up, and also eliminate the need for complex and expensive equipment, which is especially important in small-scale and pilot production.
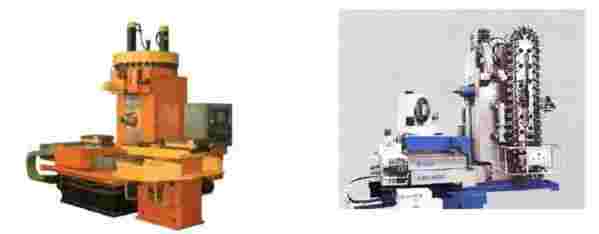
Fig. 1 Multioperational machines with chain and disk type stores
To achieve a significant increase in the efficiency of machining of products on multi-operational CNC machines is possible only due to the simultaneous reduction of both the main and auxiliary time. The possibilities of reducing the main time are limited by the tool's durability, the technological capabilities of the machine, the design of the part, and it is no more than 8-10%.
The broader possibilities of reducing the piece-time yield a reduction in the auxiliary time, the proportion of which is 30% or more, especially when processing complex body parts, when the number of instruments used can be tens and hundreds [1]
The reduction of the auxiliary time depends directly on the choice of the rational design of the machine tool support system and the optimum capacity of the tool magazine. [3]
At present, in the domestic and foreign practice, systems "capable" are used:
- Pre-set tools outside the machine in advance;
- check the status of the tools installed on the machine tool and prepare corrective commands for control programs;
- operatively and most efficiently move tools;
- increase the reliability of information on the expected period of tool life, which reduces the probability of failure;
- rationally organize the operational change of tools;
- give a command in advance to assemble, adjust and otherwise prepare tools, which reduces the forced downtime;
- ensure the accounting and storage of instruments;[4]
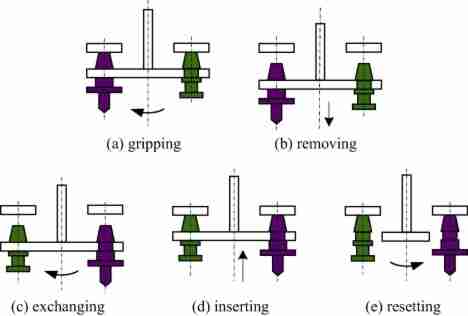
Fig. 2 Sequence of automatic tool change by manipulator [6]
The proper functioning of the instrumentation system is important, since its cost can reach 25% of the total cost of the production system.
The need and the nomenclature of tools for servicing multiprocess machines are determined on the basis of typical technological processes of machining of parts.
CONCLUSION
Optimizing the flow of tools and minimizing the corresponding costs is directly connected with the need to choose a rational automatic tool changer by reducing the range of tools used on the machine.
One of the reasons for the decrease in the productivity of the multi-operation machine is the various durability of the tools required to process one part. This leads to the fact that the machine must be stopped more often to replace several worn out tools. Reduce the time to change the tool can be due to the formation of tool settings with approximately equal durability. For tools that are very different in stability, you need to use backup tools. But, an increase in the number of reserve tools will lead to an increase in the capacity of the store and, consequently, to an increase in the time spent on changing tools. Therefore, a particularly topical issue is the optimization of the capacity of the tool store, by choosing a rational number of standby tools, which will allow to agree the period of tool life, and to reduce the downtime due to the change of worn out tools.
This master's work is not completed yet. Final completion: June 2018. The full text of the work and materials on the topic can be obtained from the author or his head after this date.
References
- Гречишников. В. А. Совершенствование инструментального обеспечения машиностроительных производств, Вестник МГТУ
Станкин
,Научный рецензируемый журнал. М.: МГТУСтанкин
, № 1 (1).2008. с. 13-18. - М. И. Михайлов. Оптимизация емкости накопителей инструментов с ЧПУ для гибких производственных систем//Вісник Чернігівського державного технічного університету. Серія
Технічні науки
. 2015, №2(78). с.93-99. - Constantin, G.,Ghionea, A and Zapciu, M., (2007)/ Structural Configuration Methods for Machine Tools, 7th International Multidisciplinary Conference, May 17-18, 2007, Romania, pp.107-114/
- Pradip Darji., Shah Shil. Design, development and testing of 4 tool automatic tool changer//International journal of engineering sciences and research technology. 2017 № 6(3). рр. 536-542.
- Маслов. А. Р. Многооперационные станки и системы ЧПУ: Обзор// М.: Издательство
ИТО
, 2006. – 223 с. - ScienceDirect
- Малишко. І.О., Кисельова І. В. Системи інструментального забезпечення автоматизованих виробництв. Навчальний посібник. Донецк: ДонНТУ, 2007. – 271 с.