Общая характеристика работы
Актуальность темы
При решении задач автоматизации производства мебели отечественная промышленность в последние годы все больше ориентируется на оснащение производств оборудованием с числовым программным управлением, в том числе обрабатывающими центрами. Отечественный и зарубежный опыт внедрения - в производство подтвердил эффективность их использования наравне с другими видами оборудования в единичном, мелкосерийном и среднесерийном производствах.
Применение деревообрабатывающих станков с числовым программным управлением взамен универсального оборудования имеет, существенные особенности и создает определенные преимущества: происходит значительное сокращение сроков подготовки производства и общей продолжительности цикла изготовления продукции, экономия средств на проектирование и изготовление технологической оснастки, а также повышается производительность труда за счет сокращения вспомогательного и основного времени обработки на станке.
Под обрабатывающим центром в мебельной промышленности понимают станок, в котором за одну установку заготовки без перенастройки осуществляются различные технологические операции ее обработки, например, пиление, фрезерование, сверление по пласта и кромке и т. п., с целью достижения максимальной готовности детали." Обрабатывающий центр - станок, на котором управление рабочими органами происходит автоматически по инструкциям заранее разработанной управляющей программы.
Однако, эффективное использование многооперационных обрабатывающих центров, ставит и ряд проблемных вопросов, решение которых позволит увеличить производительность этого оборудования.Одним из них, связанным с большим количеством разнообразного режущего инструмента, является неравномерность износа последнего.
Изучение литературных источников и обследование предприятий, эксплуатирующих обрабатывающие центры показало, что в настоящее время не существует методик комплектования инструментального парка ДОЦ, а также методик автоматического расчетного определения значений текущего ресурса инструментов станка для их своевременной-смены. В итоге, одноименными инструментами по одной управляющей программе ведется изготовление деталей разного качества, разной размерной точности по причине отсутствия постоянного контроля износа этих инструментов. Также, неконтролируемый износ режущих инструментов приводит к увеличению, вибраций дорогостоящего станочного оборудования, а значит к преждевременному износу его узлов и деталей.
Известны методы, оснащения станка устройствами измерения мощности резания, устройствами лазерной оценки округления режущей кромки с построением соответствующих адаптивных систем т.е методы автоматического измерения фактического износа. Такие способы принудительной смены инструмента позволяют в разной степени точно реагировать на необходимость замены и основаны на различных подходах к оценке износа инструмента. Стоимость соответствующих технических устройств достаточно высока. Но измерение износа еще не решение проблем. Нужно также определить его предельные значения, а они связаны с видом обрабатываемого материала, с видом выполняемой операции и с режимом ее выполнения, поэтому была поставлена цель контроля износа инструментов по величине фактического пути резания. Она более точно в отличие от времени работы инструмента учитывает разнообразие режимов работы станка.
Отсюда вытекает необходимость проведения специального исследования и разработки способа эксплуатации инструментов в процессе длительного функционирования ДОЦ с целью создания метода синтеза необходимого соотношения единиц инструментального парка ДОЦ, в свою очередь на основе которого будут подбираться инструменты для рассматриваемого ДОЦ в условиях конкретного предприятия.
Цель работы: разработать методы комплектования и своевременнюй замены инструментов на деревообрабатывающих центрах с ЧПУ с созданием алгоритмов мониторинга состояния режущих инструментов. Подтвердить работоспособность разработанных методов созданием программной системы модификации управляющих программ по предупреждению использования изношенных инструментов при обработке на ДОЦ.
Методика и методы исследования:
В работе были проведены разведывательные опыты для того, чтобы доказать, что существует серьезно значимое влияние остроты инструмента на условия работы ДОЦ, связанные со спецификой его конструкции. Во время опытов проводились однофакторные эксперименты. Их планирование осуществлялось по классической методике, поскольку в цели исследований не входило установление точных количественных зависимостей энергетических и качественных показателей процесса фрезерования от варьируемых факторов.
Экспериментальная установка - наиболее распространенный в отечественной мебельной промышленности деревообрабатывающий центр Rover 24 фирмы BffiSSE с установленным на нем виброакселлерометром.
Обработка результатов производилась графически и путем построения полиноминальных трендов второго порядка методом наименьших квадратов с помощью стандартных программ математической статистики.
Опыты доказали наличие влияния обработки даже небольшим изношенным инструментом на работу ДОЦ с ЧПУ. Наличие такого влияния обуславливает целесообразность применения вышеприведенных алгоритмов планирования парка инструментов ДОЦ и программной системы мониторинга износа инструментов ДОЦ.
Научная новизна.
В работе рассмотрены следующие новые научные положения:
Концепция эксплуатации режущих инструментов в процессе длительного функционирования обрабатывающего центра;
Теоретический метод формирования и создания - необходимого соотношения единиц инструментального парка ДОЦ по критерию повышения ресурса инструментального парка станка;
Программная реализация алгоритма концепции эксплуатации режущих инструментов на базе информации об их текущем износе;
Практическая ценность.
Использование предприятиями предлагаемых принципов программного управления износом инструментального парка ДОЦ, а также его формирования, позволит более эффективно и бережно использовать центр, снижая затраты на ремонты и повышая межремонтные периоды эксплуатации, позволит добиться постоянства качества обрабатываемых изделий, а также снизить время остановов оборудования для смены режущих инструментов.
Публикация работы.
По материалам диссертации имеется 4 печатных работы.
Объем работы.
Диссертация состоит из введения, пяти разделов, общих выводов и рекомендаций и списка литературы из 56 наименований. Она изложена на 142 страницах компьютерного текста, иллюстрирована 69 рисунками на 47 страницах, имеет 8 таблиц на 9 страницах и дополнена одним приложением на 19 страницах.
Содержание работы
Во введении приводится краткое обоснование актуальности темы диссертации, обозначены некоторые задачи эксплуатации режущих инструментов деревообрабатывающих центров и возможные пути их решения, кратко сформулированы цель и задачи исследования.
В первой главе характеризуется состояние исследуемого вопроса и формулируется цель и задачи исследования. В главе дано современное состояние и перспективы развития обрабатывающих центров в деревообработке: классификация, технические характеристики и конструкции обрабатывающих центров, виды работ и технологические операции, выполняемые на обрабатываемых центрах. Выполнен обзор дереворежущего инструмента, применяемого на обрабатывающих центрах, даны классификация, технические характеристики и конструкциии нструментов. Выполнен краткий обзор работ, в области износа дереворежущего инструмента и повышения его износостойкости и методов его диагностики в процессе работы станка.Выполнен обзор методов, применяемых в системах управления обрабатывающими центрами для программной смены инструмента.
Приведенный анализ показал, что ДОЦ являются прогрессивным видом оборудования и имеют хорошо отработанную конструкцию. В то же время выявляется ряд вопросов, решение которых будет способствовать конструктивному совершенствованию ДОЦ, и удобству эксплуатации.
Одним из путей в какой-то степени отвечающим на поставленные вопросы представляется решение проблемы износа режущего инструмента деревообрабатывающих центров с ЧПУ. Неравномерный износ режущей кромки инструмента ведет к быстрому снижению режущих свойств инструмента, качества обрабатываемой поверхности, к более раннему выходу из строя инструмента, снижению его рабочего ресурса, снижению числа его возможных переточек, к тому же такая ситуация часто приводит к значительному увеличению сил резания, что в отдельных случаях ведет к поломке инструмента. Неравномерный износ инструментального магазина станка приводит к необходимости частой остановки оборудования, для проведения осмотра инструмента на предмет износа, а также замены отдельных инструментов и их выставке. При этом ситуация наличия в магазине станка изношенных в разной степени инструментов отрицательно влияет на магазин в целом. При сверхнормативном износе инструментов возникают вибрации, которые отрицательно сказываются во-первых на качестве обработки, во вторых на динамическом равновесии системы. Колебания в контакте ролик-направляющая или в ходовых винтах повышают скорость изнашивания, что в свою очередь снижает динамическое качество СПИЗ.
Исходя из вышесказанного целью работы стала разработка методов комплектования и своевременной замены инструментов на деревообрабатывающих центрах с ЧПУ с созданием алгоритмов мониторинга состояния режущих инструментов, а также подтверждение работоспособности разработанных методов созданием программной системы модификации управляющих программ по предупреждению использования изношенных инструментов при обработке на ДОЦ.
Для достижения поставленной цели необходимо решить следующие задачи:
1. Разработать теоретический метод формирования инструментального парка деревообрабатывающего центра с ЧПУ по критерию повышения ресурса инструментального парка станка путем создания необходимого соотношения различных групп инструментов.
2. Создать алгоритм концепции эксплуатации режущих инструментов в период длительного функционирования ДОЦ, предполагающий смену инструмента на базе информации о его текущем износе и метод мониторинга последнего.
3. Разработать и апробировать на ДОЦ программную реализацию алгоритма предлагаемой концепции для проверки его работоспособности.
4. Создать инструментальную установку для определения влияния обработки даже небольшим изношенным инструментом на качество обработки и динамическую систему ДОЦ.
Во второй главе предложена концепция эксплуатации режущих инструментов в период длительного функционирования ДОЦ. На работоспособность машин, в том числе деревообрабатывающих центров в наибольшей степени оказывает влияние взаимосвязь динамических процессов и процессов изнашивания (рисунок 1). Возникающие при динамическом нагружении вибрации и нагрузки определяют скорость протекания процессов изнашивания узлов и деталей центра, перераспределениевнутренних напряжений и накопление усталостных напряжений в элементах машины.

Работа на станке с инструментом, износ которого превысил нормативный, приведет к изменению сил резания, снижению качества изделий, в общем, окажет влияние на динамическое качество системы СПИЗ, приведет к изменению сил резания и вибрационных параметров оборудования, что в свою очередь приведет к увеличению износа узлов и деталей центра. В экспериментальной части доказано влияние обработки даже небольшим инструментом, превысившим нормативное значение стойкости на повышение вибрации узлов обрабатывающего центра, соответственно на износ узлов и деталей станка.
Проблему условно можно разделить на две составляющие:
1) Поиск методов производства и эксплуатации инструмента при которых износ режущей кромки дереворежущего инструмента равномерен по всей ее рабочей длине.
2) Поиск методов эксплуатации комплекта разного по стойкости инструмента, при которых исключена возможность обработки изделий изношенным инструментом, когда каждый конкретный инструмент отрабатывает полностью нормативный период стойкости, но не более, что позволяет оперативно следить за точностью обработки, качеством обрабатываемых поверхностей, не допускать снижения динамических качеств СПИЗ. Специфика деревообрабатывающих станков с ЧПУ предоставляет нам возможность использовать в решении этих проблем технологическую оптимизация процесса обработки изделий.
Специфика деревообрабатывающих станков с ЧПУ предоставляет нам возможность использовать мощный и малозатратный рычаг в решении этих проблем - модификация технологического процесса обработки изделий в виде анализа и изменения текста управляющей программы станка с ЧПУ. Модификацию можно проводить по критериям, описанным выше, используя программный продукт на основе специально разработанного алгоритма с синтаксическим анализатором кода программ.Все программы обрабатывающего центра для каждой обрабатываемой заготовки проходят сначала через перерабатывающую их программу. В базе наработки складываются ситуации возрастания износа некоторых групп инструментов, и ситуации неравномерного износа режущей кромки каждого инструмента в отдельности, которые в процессе последующей эксплуатации система использует меньше, чем обычно именно в той степени, которая позволила бы добиться баланса показателейтекущего ресурса с остальными единицами магазина, или же система строит траекторию обработки таким образом, что в процессе обработки оказываются задействованными наименее изношенные на данный момент режущие кромки инструмента. Придостижении всеми инструментами уровня нулевого остаточного ресурса, весь их комплект меняют целиком, обнуляя при этом базу наработки инструментов. При этом программа предоставляет возможность вносить коррективы в процессе работы, например в случае возникновения аварийных ситуаций, поломок, вибраций и т.д. Итак, проблему предлагается решать путем автоматизированной оптимизации
технологических процессов обработки изделий на станках с ЧПУ. Для этого необходимо использовать методы, позволяющие изменять текущую, сгенерированную программным обеспечением станка управляющую программу на предмет достижения равномерного износа режущей кромки каждого конкретного режущего инструмента.

Рис.2. Алгоритм работы стойки в настойщий момент

Рис.3. Предлагаемый алгоритм работы
В дополнение к ПО станка — основной программе оболочке, поставляемой фирмой-производителем станка, в операционной системе РС-стойки станка, должна быть установлена специально созданная система управления базой данныхинструментального магазина станка, включающая в себя данные по наработке каждого конкретного инструмента станка, актуальная в любой текущий момент времени эксплуатации станка. Данные должны браться из базы автоматически послемодификации программным обеспечением станка кода программы. В итоге по каждому инструменту магазина, в каждый момент времени имеется полная информация о проценте выработки ресурса режущей кромки инструмента. Данная СУБД должна
также осуществлять функцию интерпретатор-конвертер
, позволяющую делать изменения в коде управляющей программы, в соответствии со значениями БД. После установки в магазин комплекта нового инструмента, обнуляется БД инструмента, т.к. с данного момента режущая кромка каждого инструмента имеет 100% ресурс.
Для обработки детали, каждая программа, сгенерированная ПО станка, пропускается через интерпретатор-конвертер, который модифицирует ее в соответствии с текущими значениями БД. Так может быть обеспечен равномерный износконкретного инструмента и магазина в целом.
Чтобы предложенная выше система была работоспособной, предлагается специальный метод комплектования инструментального магазина и суппорта ДОЦ, который позволит при полном использовании ресурсов магазина станка и имеющегося на предприятии запаса инструментов добиться максимально длительного периода безостановочной работы станка (до смены инструмента), смены в итоге всего инструментального магазина, постоянства качества обрабатываемой поверхности,позволит создать ситуацию, в которой при наличии еще не отработавших свой нормативный период стойкости инструментов, всегда найдется инструмент для замены в тексте УП изношенного инструмента на еще не изношенный. Подбор инструмента для станка необходимо осуществлять из имеющегося на предприятии запаса инструментов для данного типа оборудования. Современные предприятия в данный момент активно оснащаются автоматизированными системами учета и планирования складских запасов материальных ценностей, в т.ч. режущего инструмента. Подбор инструмента в таком случае будет осуществляться из СУБД запаса режущего инструмента предприятия.
Обычно, конкретное мебельное предприятие имеет свою специализацию, а также расстановку станочного парка, которые в свою очередь, косвенно диктуют пропорцию использования каждых конкретных видов инструмента в магазинах и суппортах обрабатывающих центров предприятия. Добившись равного соотношения суммарной стойкости различных видов инструмента, установленных на центре, можно решить поставленные выше задачи.
Получена целевая функция, описывающая теоретический метод выбора инструментов для создания необходимого соотношения единиц режущего инструмента деревообрабатывающего центра, по критерию повышения ресурса инструментального парка станка.
Решая с помощью какого-либо метода численной математической оптимизации задачу нахождения при , получаем готовый оптимальный инструментальный парк рассматриваемого станка.
Также в данной главе предложена графическая интерпретация предлагаемого метода. Работа предложенной системы на станке должна осуществляться согласно следующей схеме (рисунок 4):
Реальная работа с системой построенной по предлагаемому алгоритму на предприятии может происходить следующим образом: в начале смены, оператор при загрузке PC-стойки, загружает программную надстройку, алгоритм работы которой описан выше. В начале работы текущего программного цикла производится чтение базы текущей наработки инструмента (таблица 1). База текущей наработки будет заполняться (дополняться). База текущей наработки инструмента будет представлять собой реляционную структуру.
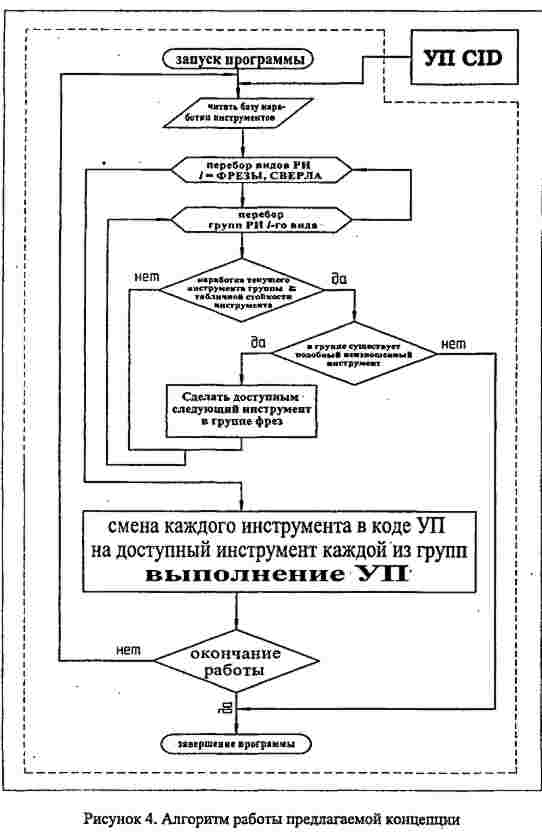
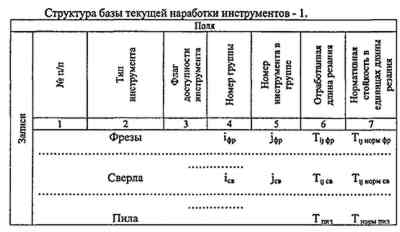
Флаг активизации - булевый флаг, показывающий активный инструмент в группе- текущий инструмент, используемый для обработки задач данной группы
Далее система проверяет условие - значение поля (текущая наработка инструмента меньше максимально допустимой). Если значение хотя бы одного инструмента в группе соответствует данному условию, первый из таких инструментов вгруппе будет использоваться для обработки по УП деталей инструментами данной группы. Если же в данной группе все инструменты выработали свой ресурс (значение шестого поля превышает значение седьмого поля во всех записях
группы), то система дает сигнал оператору о необходимости смены всего инструментального магазина;
Данный способ используется, когда есть полное доверие данным предельной наработки, первоначального соответствия инструментов группы, экспериментальным инструментам, полной уверенности в обрабатываемом материале. Рекомендуется в течении некоторого времени с помощью предлагаемого алгоритма собирать информацию о наработке на износ каждого из обычно используемых на данном ДОЦ инструментов за какой-то период времени, а затем только, после набора необходимых данных, начать работу с системой в рабочем режиме модификации управляющих программ.
Каждый раз после обработки комплекта инструмента станка, в базе будут оставаться следующие данные по максимальной наработке каждого используемого инструмента. Эти данные можно использовать при дальнейшем задании значений поля нормативной стойкости в единицах пути резания для каждого конкретного инструмента при работе системы в режиме модификации УП, учитывая количество несоответствий табличных значений стойкости инструментов и их реальной возможности наработки, можно будет отбросить ситуации выхода инструментов из строя по причине аварийных ситуаций.
Обеспечивая полную выработку всех инструментов станка к одному времени (по критерию сохранения должного качества обрабатываемой поверхности), предлагаемый алгоритм после каждой смены парка, обеспечивает коррекцию базы свойств инструментов предприятия в плане ресурсных данных инструментов. С каждым новым фактом перестановки парка инструментов, данные по каждому конкретному инструменту уточняются и корректируются, что обеспечивается экспертными дополнительными функциями, заложенными в системе.
В третьей главе изложена основная задача экспериментального исследования - доказать наличие влияния обработки даже небольшим изношенным инструментом на работу ДОЦ с ЧПУ. Наличие такого влияния обуславливает целесообразностьприменения вышеприведенной концепции и метода планирования парка инструментов ДОЦ.
Деревообрабатывающие центры в данный момент имеют достаточно высокую цену, даже в масштабах средних предприятий. Точная механика данного оборудования (например, направляющие скольжения, качения, шариковинтовые передачи и т.д.) и ее ремонт и техническое обслуживание также стоят дорого. Известно, что увеличение вибраций приводит к увеличению износа механики станка, тем самым увеличивая затраты на ремонты, и снижая межремонтные периоды эксплуатации. Таким образом, измерив, вибрационные параметры станка в разных режимах его работы на остром и затупленном инструменте при прочих равных условиях, получили данные, позволяющие судить о влиянии затупления инструментов станка на износ его узлов.
Измерения проводились на наиболее распространенном в нашей стране деревообрабатывающем центре Rover 24 итальянской фирмы Biesse. Rover 24 - обрабатывающий центр с ЧПУ легкой серии для сверления и фрезерования панелей и элементов из массива. Преимущества центра: быстрая смена инструментов, высокая скорость перемещения суппорта, сокращенное время настройки, безопасность, возможность комплектования опциями моделей более высокой категории, наличие вместительного магазина сменного инструмента, наличие 4 осей, позволяющих поворачивать агрегаты больших размеров на 360°, дает возможность выполнять сложнейшие типы обработок, обычные для станков более высокой категории.
На данном центре проводились экспериментальные исследования с использованием виброметра VU034 представляющего собой портативный автономный измеритель общего уровня вибрации и предназначенный для оперативного измерения и контроля вибросостояния механического оборудования в процессе эксплуатации. Виброметр модели VU034 позволял измерять любой из трех вибрационных параметров (виброускорение, виброскорость и вибросмещение) в широких диапазонах изменения этихвеличин. В соответствии с условиями планируемых опытов была подготовлена установка, пъезоакселлерометр виброметра был установлен по оси X станка на станину рядом с направляющей консоли суппорта. Установлены основные переменные и постоянные факторы, которые будут использованы при проведении экспериментов. Первый постоянный фактор - вид инструмента и его параметры. Во время проведения экспериментов использовалась фреза концевая острая мин' фирмы LEUCO и фреза концевая затупленная мм HW 20x30x25 фирмы LEUCO с одной режущей пластиной с механическим креплением. Второй постоянный фактор - вид и параметры обрабатываемого материала. Во время эксперимента производилась обработка ДСтП по ГОСТ 10632, изготовленных методом горячего плоского прессования древесных частиц, смешанных со связующим. Плотность плиты 1250 Толщина плиты 16 мм. Основным переменным фактором эксплуатации при проведении экспериментов была выбрана острота режущего клина инструмента. Были взяты два идентичных друг-другу, одинаково отбалансированных инструмента. Один из инструментов абсолютно новый, острый инструмент. Износ радиус при вершине режущей кромки острого инструмента был равен 5 мкм, затупленного 20 мкм. Также менялась частота вращения электрошпинделя станка. Частоту вращений инструмента устанавливали в соответствии со следующим рядом: 5000-9000 что позволяло максимально охватить диапазон разрешенных частот для данного инструмента и возможности станка. Третий переменный фактор - подача по оси X. Скорость подачи инструмента по оси X во время проведения эксперимента устанавливаем в соответствии со следующим рядом: 0,35 м/мин; 0,7 м/мин; 1 м/мин; 1,35 м/мин; 1,7 м/мин; 2 м/мин; 2,35 м/мин; 2,7 м/мин; 3 м/мин; 3,35 м/мин; 3,7 м/мин; 4 м/мин; 4,35 м/мин; 4,7 м/мин; 5 м/мин. Четвертый переменный фактор - вид обработки. Во время опытов проводимобработку паза обработку паза и встречное фрезерование торца плиты.
Оценочными показателями экспериментов были выбраны показатели механической вибрации узлов станка в направлении оси X - вибросмещение, виброскорость и виброускорение. Согласно разработанной методике проведения экспериментальных исследований, были выполнены следующие серии опытов: обработка паза острым инструментом с изменением частоты вращения шпинделя (1 серия); обработка паза тупым инструментом с изменением частоты вращения шпинделя(2 серия); обработкапаза острым инструментом с изменением скорости подачи(3 серия); обработка паза тупым инструментом с изменением скорости подачи(4 серия); фрезерование торца плиты острым инструментом с изменением скорости подачи(5 серия);фрезерование торца плиты острым инструментом с изменением скорости подачи(6 серия). Планирование однофакторных экспериментов производилось по классической методике, поскольку в цели наших исследований не входило установление точных количественных зависимостей энергетических и качественных показателей процесса фрезерования от варьируемых факторов. Такие исследования следует производить с использование многофакторных планов, с измерением сил, мощности резания, а также других оценочных показателей.
Так, как задачей экспериментального исследования являлось установление наличия и характера простейших закономерностей, были проведены классические однофакторные эксперименты. Число повторений опытов в каждой экспериментальной точке было равно пяти. Обработка результатов производилась графически и путем построения полиноминальных трендов второго порядка методом наименьших квадратов с помощью стандартных программ математической статистики.
2.Выводы и рекомендации
1. При решении задач автоматизации производства мебели, отечественная промышленность в последние годы все больше ориентируется на оснащение производств оборудованием с числовым программным управлением, в том числе деревообрабатывающими центрами (ДОЦ). Отечественный и зарубежный опыт их внедрения в производство подтвердил эффективность их использования наравне с другими видами оборудования при единичном, мелкосерийном и среднесерийном производствах, поэтому исследование различных проблем, связанных с эксплуатацией этого оборудования является важным и актуальным.
2. Наравне с преимуществами многооперационных обрабатывающих центров имеется ряд проблемных вопросов, решение которых позволит увеличить эффективность этого оборудования. Одним из них, связанным с большим количеством разнообразного режущего инструмента, является неравномерность износа последнего. Данная проблема имеет два аспекта: неравномерный износ режущей кромки отдельно взятого инструмента; неравномерный износ различных инструментов в магазине обрабатывающего центра.
3. Проведенные в работе исследования доказали наличие влияния износа даже небольших инструментов на работу ДОЦ с ЧПУ. Сравнение полиномиальных трендов второй степени, построенных по результатам исследований, показало увеличениепоказателей вибрации станины станка при обработке тупым инструментом по сравнению с обработкой острым инструментом, не отработавшим полностью свой нормативный период стойкости при прочих равных условиях. Подчеркнута необходимость дальнейшего исследования зависимостей вибрации узлов ДОЦ от различных факторов обработки.
4. Для создания условий работы только неизношенными режущими инструментами на ДОЦ предложена концепция эксплуатации инструментов в процессе длительно функционирования ДОЦ, предполагающая установку в УЧПУ ДОЦ дополнительного программного обеспечения, следящего за износом режущего инструмента и при превышении норматива износа, меняющего его в тексте управляющей программы на аналогичный.
5. Для обеспечения эффективности вышеописанной концепции предложен теоретический метод создания необходимого соотношения единиц инструмента магазина и суппорта ДОЦ по критерию повышения стойкости инструментального парка станка.Побочным эффектом использования данного метода при комплектовании магазина ОЦ на данном производстве с большой вероятностью будет такая ситуация, что когда возникнет необходимость перестановки хотя бы одного инструмента(изношена вся его технологическая группа) все остальные инструменты станка уже будут также изношены и подлежат смене.
6. Для иллюстрации работы концепции эксплуатации инструментов в процессе длительного функционирования ДОЦ на языке Delphi была составлена и апробирована программная система, реализующая этот принцип. Система может работать в двух режимах - сбора статистической информации и модификации управляющих программ. Программа была установлена в УЧПУ и подтвердила возможность программного расчета износа режущего инструмента по тексту управляющей программыиспользуя данные нормативной стойкости инструмента в единицах пути резания.
Список печатных работ автора, опубликованных по теме диссертации:
1. Фомин А.А. Особенности современных систем закрепления заготовок на обрабатывающих центрах с ЧПУ. WAF деревообработка и мебель. Журнал для профессионалов. № 3 июль 2003., 4 с.
2. Фомин А.А. Прогнозируемый износ инструмента на деревообрабатывающих центрах.// Науч.тр. / МГУЛ.-М.:2003.-Вып. 319 Технология и оборудование для переработки древесины., 2 с.
3. Фомин А.А. Повышение технологичности программооборота современных стоек станков с ЧПУ. // Науч.тр. / ЛГТУ.-Липецк.:2001.-Часть 3. Сборник научных трудов преподавателей и сотрудников, посвященный 45-летию Липецкогогосударственного технического университета., 2 с.
4. Фомин АЛ. Новый вариант расчета траектории движения металлорежущих инструментов при обработке сложных деталей на станках с ЧПУ. // Науч.тр. / ЛГТУ.-Липецк. :2001.-Часть 3. Сборник научных трудов преподавателей и сотрудников,посвященный 45-летию Липецкого государственного технического университета. 3 с.