Работоспособность режущего инструмента оказывает существенное влияние на экономическую эффективность процесса производства, а совершенствование его эксплуатации зависит от уровня инструментального обеспечения предприятия.
Основные направления развития инструментального обеспечения лежат в сферах деятельности, связанных с процессом проектирования новейших конструкций инструмента, с выбором систем инструмента для заданного технологического процесса, с качественным выбором технологического процесса изготовления инструмента, с оптимальными условиями эксплуатации инструмента, с выбором благоприятных экологических условий.
Совершенствование проектирования режущего инструмента, в основном, направлено на выбор материала режущей части, конструкции режущего инструмента и выбора средств проектирования.
Выбор материала режущей части влияет на конструкцию инструмента и производительность процесса. Инструменты из инструментальных сталей остаются востребованными благодаря совершенствованию физико-механических свойств поверхностного слоя за счет износостойких покрытий.
Инструменты с режущей частью из твердого сплава все шире применяются взамен режущих инструментов из быстрорежущих сталей, в том числе на таких операциях как сверление, зенкерование, развертывание. Этому способствуют варианты новых конструкций режущих пластин и возможности подвода смазочно-охлаждающей жидкости через центральное отверстие в зону резания. Кроме того, прочность самих пластин возрастает за счет применения мелкодисперсных твердых сплавов, аизносостойкость повышается за счет нанесения износостойких покрытий.
Технология изготовления режущих инструментов совершенствуется параллельно совершенствованию технологических процессов в машиностроении и станочного оборудования. Перспективными и высокоэффективными технологическими процессамиобработки материалов являются высокоскоростная обработка изделий из металла и хрупких материалов твердосплавными инструментами и инструментами из естественных и искусственных алмазов, в том числе планетарная обработка резьбовых ступенчатых отверстий комбинированным твердосплавным инструментом, обработка штампов и пресс-форм, сверление отверстий алмазными сверлами в хрупких материалах; виброэжекгорное сверление глубоких отверстий, прерывистых отверстий с пересекающимися осями, наклонных отверстий без предварительного засверливания однокромочными и двухкромочными сверлами, оснащенными твердым сплавом; ультразвуковая обработка материалов, в том числе сверление, точение, упрочняющая обработка на станках с ЧПУ; скоростное точение сталей и сплавов высокой твердости (до 65 HRC) в том числе с наложением вибраций от гидросуппорта и ультразвуковой головки; окончательная (финишная) обработка вместо шлифования лезвийным инструментом, оснащенного твердым сплавом, монокристаллическим алмазом естественным и искусственным; нетрадиционные виды oбработки материалов – виброфрезерование, виброточение, виброабразивная oбработка, виброупрочняющая обработка с применением вибросуппорта и ультразвуковой головки; высокоскоростное лазерное резание листового материала толщиной до 3 мм (до 30 м/мин); точная лазерная резка стальных заготовок толщиной до 25 мм; лазерное сверление отверстий диаметром до 0,2 мм; лазерная сварка.
Шлифование кромками тонких заостренных кругов обеспечивает получение высокой точности детали, возможности обработки сложнопрофильных участков, шлифования труднообрабатываемых материалов. Процесс подобен точению материалов повышенной твердости, но является более универсальным, более производительным и точным. Для шлифования заостренными кругами применяются нитридборовые круги диаметром 50…450 мм при толщине 6…15 мм и окружной скорости 90…140 м/с. Основным потребителем станков для кромочного шлифования являются предприятия-изготовители режущих инструментов.
Применение инструментов из свертвердых материалов позволяет повысить качество обработки, чему способствует малая зернистость сверхтвердых материалов, которое обеспечивает при заточке радиус скругления режущей кромки 0,4…1,5 мкм и соответственно параметр шероховатости Rа < 0,3…0,4 мкм.
Все большее применение находят инструменты из СТМ-нанокомпактов при обработке алюминия и неметаллических материалов. Одной из проблем является создание стружколомов на миниатюрных режущих элементах (таблетка диаметром 3…4 мм). Подбираются парметры стружколома таким образом, что стружка сходит в заданном направлении и с заданными размерами по длине и высоте.
На кафедре "Инструментальная техника и технология формообразования" МГТУ "Станкин" проводится ряд научно-исследовательских работ, которые построены в ключе решениям современных проблем инструментального обеспечения машиностроительных производств.
Разрабатывается и совершенствуется САПР режущих инструментов, например, на концевые и дисковые режущие инструменты.
Проектирование производится следующим образом. Из меню графической системы выбирается необходимый чертеж инструмента. В диалоговом меню чертежа производится выбор диаметра инструмента, типа хвостовика, направление зубьев, материала и других параметров. Из базы данных по ГОСТ выбирается необходимый ряд конструктивных размеров выбранного типа инструмента. Также предусматривается корректировка конструктивных и геометрических параметров инструмента, полученных из базы. Кроме этого предусмотрен и прямой ввод исходных данных для каждого конкретного инструмента, минуя базу. Итоговый чертеж представляет собой сборочную единицу, состоящую из комплекта параметрических фрагментов проектируемого инструмента, которые наносятся на формат (поле чертежа) с помощью точек привязок. При этом встроенный логико-математический аппарат системы Т-FLEX CAD обеспечивает соответствие параметров изображаемого объекта данным, заданных в диалоговом меню, поддерживает оптимальное расположение видов на поле чертежа и при необходимости производит масштабирование мелких элементов чертежа. Сечения по углам и радиусам изображаемые на чертеже выполнены для удобства в непараметрическом виде, а при помощи масштабирования.
Другим направлением работ является обеспечение качества обработки отверстий в затрудненных условиях.
Процесс получения точных отверстий малых и средних диаметров (3…15 мм; 7 или 8 квалитет; Ra = 0,3…1,25 мкм) при достаточно жестких требованиях к геометрической форме отверстий (прямолинейность, увод оси, некруглость ит.д.) связан с определенными затруднениями.
Наиболее известный технологический цикл включает в себя следующую последовательность: сверление, зенкерование, развертывание. Иногда этой последовательности недостаточно и тогда дополнительно производится внутреннеешлифование или хонингование.
Анализ существующего производства, а также предварительные исследования показали, что при применении обычных многолезвийных разверток процесс получения точных отверстий малоэффективен. Это связано с тем, что из-за погрешностей заточки и переточки зубьев, установки на станке возникают неуравновешенные поперечные силы, вызывающие искажение геометрической формы, разбивку и увод оси обрабатываемого отверстия. При обработке прерывистых отверстий и отверстийснаклонным входом и выходом эти погрешности резко увеличиваются.
Для решения проблемы повышения эффективности обработки таких отверстий с высокими точностными показателями и последующего контроля был проведен комплекс исследований направленных на применение технологииглубокого вибросверления, выбор наиболее эффективной конструкции инструмента и выбор или создание соответствующего оборудования и оснастки.
В проводимых исследованиях была поставлена задача повышения эффективности сверления отверстий в деталях с прерывистой поверхностью в условиях комплексного сочетания затрудненных случаев обработки, характерной из которых является сверлильный патрон модели ПС, в котором необходимо сверлить три наклонных отверстия, пересекающих центральное отверстие и два кольцевых паза с косыми входами - выходами. Сверлильные патроны модели ПС являются изделиями массового производства с годовой программой до 3…5 млн шт, что обуславливает актуальность исследовательских работ по повышению эффективности их обработки.
Под руководством проф. Т.А. Султанова разработана оригинальная технология изготовления винтов для хирургических операций восстановления костей после переломов. При лечении таких переломов необходимо применять "остеосинтез" – операцию соединения отломков костей при помощи специальных фиксирующих средств (штифтов, винтов, пластинок и т.п.). Различают два основных вида остеосинтеза – кортикальный (винтами) и накостный (пластинками),однако в обоих случаях основным элементом является винт.
В травматологии и различных областях хирургии в настоящее время применяется большое количество резьбовых имплантатов из различных материалов – нержавеющей стали, титана, тантала. Имплантат – это предмет, изготовленный изнебиологического материала, который вводят в организм для выполнения соединительных или каких-либо других функций в течение длительного времени.
Общим недостатком известных конструкций инструментов для остеосинтеза является невозможность их использования в качестве матрицы под нанесение и транспортировку лекарственных покрытий в костную и мышечную ткани из-за отсутствияна их поверхности специальных полостей для удержания и сохранения при установке и на период рассасывания лекарственных составов, а также традиционная форма винтов, изготавливаемых из сплошной ступенчатой заготовки, исключающая материалосберегающую технологию формообразования.
С целью устранения отмеченных недостатков нами предложен комплект инструментов для остеосинтеза (заявка № 2002133947/14(036015) от 18.12.2002 г., решение о выдаче патента от 02.02.2004 г.), состоящий из пластин с отверстиями под винты и крепежные винты с депонирующими элементами для сохранения слоя или нескольких слоев однокомпонентного или многокомпонентного лекарственного препарата, удерживаемого с помощью биологически совместимых лекарственных составов.
Одна из работ направлена на повышение эффективности нанокристалического алмазного инструмента на основе оптимизации кристаллографической ориентации.
Суть кристаллографической ориентации заключается в расположении главных поверхностей резца в определенных плоских сетках алмаза. В элементарной ячейке структуры алмаза выделяются три типа плоских сеток, наиболее плотных в отношении расположения атомов: плоская сетка октаэдра {111}, куба {100} и ромбододекаэдра {110} (рис. 1).
В выбранном кристалле алмаза необходимо наметить расположение режущей кромки будущего резца таким образом, чтобы износ инструмента проходил в направлении вектора наибольшей твердости, а усилия резания не совпадали с направлением плоскостей спайности, по которым алмаз легко раскалывается.
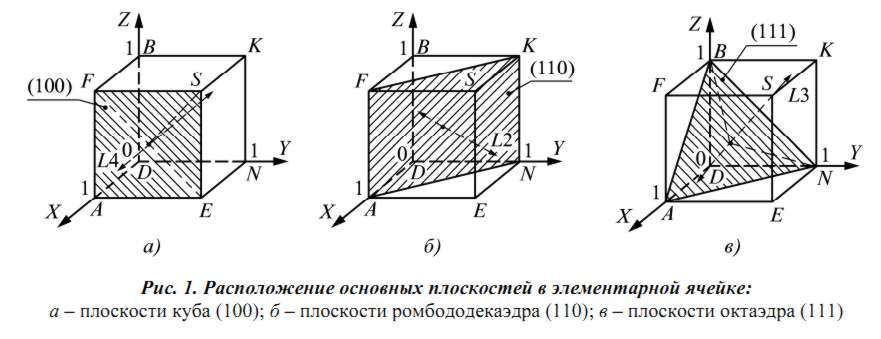

Плотность заполнения атомами плоских сеток алмаза не одинакова и располагается в следующей последовательности: {111}-{110}-{100}. Соответственно, в этой же последовательности располагаются твердости плоских сеток алмаза, так как более плотные плоские сетки будут оказывать большее сопротивление проникновению индентора при измерении их твердости.
Очевиден тот факт, что работоспособность алмазного резца зависит от свойств алмаза – материала режущей части, а анизотропия свойств алмаза в различных направлениях требует соблюдения и оптимизации кристаллографической ориентации. Следовательно, из-за вышеописанных свойств алмаза, при различной кристаллографической ориентации работоспособность инструмента будет существенно отличаться. Всем известная проблема практического использования режущего алмазного инструмента – это большое расхождение в рабочих характеристиках и (или) сроках службы от инструмента к инструменту.
Однако анизотропия твердости и износостойкости в алмазах имеет место не только в различных плоских сетках, но так же она резко выражена в разных направлениях в пределах одной и той же грани или плоской сетки (рис. 2).
Режущая кромка инструмента образуется при пересечении передней и задней поверхностей. Следовательно, одним из параметров, характеризующих кристаллографическую ориентацию, является определенное расположение поверхностей инструмента в соответствующих плоских сетках (рис. 3).
Работы проф. А.В. Балыкова направлены на исследование процессов алмазного сверления.
В исследованиях процессов алмазного сверления отсутствуют теоретические разработки вопросов обрабатываемости различных материалов, а немногочисленные экспериментальные исследования не определяют их общиезакономерности.
Существующиеэкспериментальные данные получены при разных методиках проведения опытов. Изучение работ показало, что поставленная задача не может быть решена в общем виде, если продолжать исследования только на экспериментальном уровне, так как их результаты позволяют определить влияние тех или иных технологических факторов, для которых проводятся эксперименты. Изменение сочетаний множества технологических факторов приводит к невозможности использования полученных эмпирических зависимостей и рекомендаций.
Разработанная математическая модель износа алмазных сверл, позволила обосновать применение технологии вакуумно-диффузионной сварки для их изготовления, вместо широко распространенной технологии порошковой металлургии. Исследования работы инструмента "МонАлит", показали, что физико-механические свойства матрицы инструмента соответствуют условиям (при оптимальной прочности алмаза) постепенного хрупкого разрушения зерен с образованием новых режущих кромок и изнашивания прилегающих участков связки.
В работе дана классификация конструкций алмазных сверл для обработки отверстий диаметрами 1,0…1000 мм, приведено описание впервые созданного комплекса для алмазного сверления отверстий в составе:
– оригинальных конструкций подковообразных алмазных сверл для обработки отверстий диаметром 1,0…6,0 мм;
– тонкостенных конструкций алмазных кольцевых сверл;
– комбинированных универсальных алмазных сверл диаметром 70…1000 мм, предназначенных для сверления, вырезки дисков и прорезки кольцевых пазов;
– алмазных регулируемых сверл для обработки прецизионных отверстий;
– конических зенкеров и алмазных регулируемых сверл-зенкеров;
– специального электроискрового станка для правки и изготовления сверл;
– специальных сверлильных станков с ЧПУ с адаптивной системой управления для обработки отверстий диаметрами 1,0…5,0 мм в подложках микросхем.
Для получения глухих резьбовых отверстий в сплошном материале традиционно используют сверла, зенковки и метчики. Такая технология требует не только большого количества инструментов, но и больших затрат времени на изготовление одного отверстия. В этой связи на кафедре "Инструментальная техника и технологии формообразования" МГТУ "Станкин" ведутся работы по созданию для этих целей комбинированного инструмента, не имеющего указанных недостатков
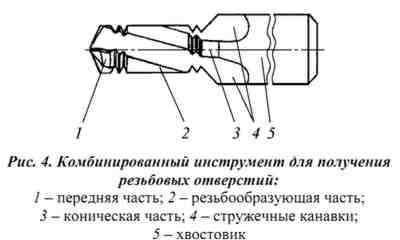
Такой инструмент формирует отверстие за один рабочий цикл и в своей конструкции объединяет три указанных выше инструмента. Один из вариантов исполнения комбинированного инструмента представлен на рис. 4. Здесь торец передней части инструмента выполнен подобно торцу сверла, так как его функцией является формирование отверстия под последующее нарезание резьбы. Периферия передней части имеет зубья как у острозаточенной фрезы.
Резьбообразующая часть имеет затылование по профилю зуба. Одновременно с формированием передней частью инструмента выточки в отверстии она формирует профиль резьбы на всей ее длине.
Между резьбообразующей частью и хвостовиком находится часть инструмента, выполненная как коническая зенковка, функцией которой является формирование фаски на входе в отверстие. Винтовые стружечные канавки – общие для передней, резьбообразующей и конической частей. Таким образом, конструкция такого инструмента объединяет в себе сверло, резьбовую фрезу и коническую зенковку. Достоинство комбинированного инструмента заключается в уменьшении основного технологического времени, увеличении точности обработки и экономии инструментов. Его можно применять для изготовления резьб в пластмассах и алюминиевых сплавах.
На рис. 5 представлена последовательность обработки резьбового отверстия комбинированным инструментом.
1. Инструмент в исходном положении.
2. Сверление (рассверливание) сердцевины резьбового отверстия передней частью инструмента при одновременном изготовлении зенковкой фаски на входе в отверстие.
3. Обратный ход инструмента на величину, как минимум, шага резьбы.
4. Радиальная подача до номинального диаметра резьбы.
5. Изготовление всей длины резьбы винтовым фрезерованием спирали с диаметром, равном номинальному диаметру резьбы.
6. Радиальное перемещение инструмента в центр отверстия.
7. Обратный ускоренный ход из готового отверстия.

Гречишников Владимир Андреевич, зав. кафедрой Инструментальная техника и технологии формообразования
МГТУ Станкин
, д-р техн. наук, проф. Заслуженный деятель науки и техники РФ. E-mail: ittf@mail.ru