Исследуются возможности повышения быстродействия многоцелевого металлорежущего оборудования с ЧПУ за счет внедрения инструментального магазина новой конструкции.
Ключевые слова: многоцелевой станок, ЧПУ, инструмент, инструментальный магазин, инструментальная цепь, укороченная гипоциклоида, мальтийский механизм,смена инструмента.
В современных условиях эффективность промышленного производства во многом определятся быстродействием основного технологического оборудования. Повышение быстродействия оборудования за счет снижения основного машинного времени, путем применения более интенсивных режимов резания, не всегда возможно, в том числе из-за конструктивных особенностей обрабатываемых деталей, недостаточной стойкости инструмента, ограниченных технологических возможностей станков и т.д. Вместе с тем, важным резервом повышения быстродействия оборудования, а, следовательно, и его производительности является снижение вспомогательного времени, доля которого в суммарном времени обработки может достигать 50 процентов и выше при обработке сложных корпусных деталей, для которых необходимо, согласно маршрутного техпроцесса, десятки раз осуществлять процесс смены инструмента.
Ни одна из существующих конструкций инструментальных магазинов для многооперационных станков с ЧПУ не может обеспечить существенное снижение времени, затрачиваемого на смену инструмента, т.к. их возможности уже полностью исчерпаны.
Известны конструкции многоцелевых станков, содержащих инструментальные магазины в виде извивающихся инструментальных цепей со звездочками, приводом цепи, механизмом автоматической смены инструмента. Для увеличения емкости магазинов их во многих случаях устанавливают вместе, по 2-3 и более единиц на отдельной стойке, используя для каждого отдельный привод. Недостатками таких устройств является громоздкость конструкции, занимающей большую площадь в цехе, а также низкая производительность вследствие больших потерь времени на поиск и смену инструмента. Один из примеров применяемых в настоящее время инструментальных магазинов, которому присущи указанные недостатки, показан на рисунке 1.

При разработке более совершенной конструкции инструментального магазина для многооперационного станка с ЧПУ необходимо обеспечить повышение производительности станка за счет ускорения процесса поиска и смены требуемого инструмента при одновременном уменьшении габаритов магазина и сохранении его емкости. Удовлетворить столь противоречивым требованиям существующие конструкции инструментальных магазинов не могут,поэтому повышение быстродействия приводов в них не имеет смысла, поскольку общее время смены инструмента существенно зависит от алгоритма процесса поиска.
В Севастопольском национальном техническом университете разработан многоцелевой станок, содержащий станину, шпиндельную бабку, магазин в виде инструментальной цепи со звездочками и поддерживающими роликами, привод цепи, механизм автоматической смены инструмента. Инструментальная цепь со звездочками, поддерживающими роликами и приводом цепи размещается на торцевой поверхности поворотного диска и выполнена в виде укороченной гипоциклоиды [3] с числом звездочек у её вершин не менее четырех и с тем же числом поддерживающих роликов у её впадин. Указанный поворотный диск установлен на станине станка и соосно соединен с мальтийским механизмом, связанным с приводом вращения поворотного диска, причем, число пазов в мальтийском механизме равно числу звездочек инструментальной цепи. Общий вид станка показан на рисунке 2.
Станок работает следующим образом. При команде на смену инструмента манипулятор 14 извлекает из шпинделя 4 отработавший инструмент 5. При этом находящийся в одной из ячеек инструментальной цепи 9 новый инструмент, который должен быть использован в технологическом процессе обработки, идентифицируется с помощью системы код оносителя и датчика считывания кода (условно не показаны) и посредством включения привода цепи (М2-12) через вал 13 вращает звездочку 10 (Sц) до тех пор, пока новый инструмент по кратчайшей траектории не окажется в одной из перегрузочных позиций (A, B, C или D). В случае нахождения его в позиции A, манипулятор 14 извлекает инструмент из ячейки цепи 9, устанавливает в неё отработавший инструмент, а новый помещает в шпиндель 4 шпиндельной бабки 3, которая после этого опускается в рабочую зону для обработки детали (условно не показана), закрепляемой на продольно-поперечном столе 2.
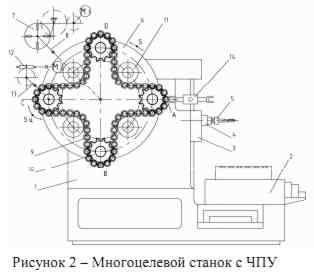
Если новый инструмент при поиске оказывается в перегрузочных позициях B, C или D, то подается сигнал на соответствующее включение привода вращения поворотного диска 6 (М1 – мальтийский механизм 7, вал 8) соответственно на 1/4, 2/4 или 3/4 оборота (S), чтобы указанный инструмент был перемещен в перегрузочную позицию, доступную для манипулятора 14 (при этом позиции B, C или D соответственно совпадут с позицией A на рисунке 1). Дальнейшие действия по извлечению нового инструмента из ячейки инструментальной цепи 9 и установке его в шпиндель 4 аналогичны описанным выше.
Предлагаемая конструкция позволяет существенно повысить быстродействие инструментального магазина при двукратном увеличении его емкости, в пределах существующих габаритов станка. Проведенное для ряда частных случаев математическое моделирование показало, что нахождение оптимального размещения инструментов в магазине предлагаемой конструкции для заданного технологического маршрута позволяет существенно снизить общие затраты времени на смену инструмента и повысить производительность станка на 15-20%. Вместе с тем, поиск общего решения задачи оптимального размещения инструментов в магазине предлагаемой конструкции для произвольного технологического маршрута при количестве инструментов 50-60 и более единиц представляет собой достаточно сложную проблему, решение которой является целью дальнейших исследований.
Библографический список
1. Лещенко В.А. Станки с ЧПУ (специализированные) / В.А. Лещенко. — М.: Машиностроение, 1988.—568 с.
2. Эксплуатация многоцелевых станков / И.Г. Федоренко [и др.]. — К.: Техника, 1988. — 176 с.
3. Бронштейн И.Н. Справочник по высшей математике для инженеров и учащихся вузов / И.Н. Бронштейн, К.А. Семендяев. — М.: Наука, 1986. — 544 с.