Аннотация
Мисягина Ю.Ю., Зубов А.А., Анкудинов А.А. Способы снижения кавитационной эрозии в предвключенных ступенях центробежных насосов По материалам рассмотренных научных статей и дополнительной литературы анализируются способы уменьшения кавитационной эрозии. Сделаны выводы о степени применимости различных материалов и покрытий для изготовления рабочих органов лопастных насосов и гидротурбин. Рассмотрен процесс образования и развития кавитационной эрозии. Представленные в статье материалы имеют практическое значение.
Постановка задачи
В данной работе рассматривается способы снижения кавитационной эрозии в осевихревой ступени с целью повышения кавитационных качеств.
Выбор материалов - защита от эрозии
Определение абсолютной и относительной стойкости различных видов материалов и покрытий к воздействию кавитационной эрозии является актуальной задачей для самых разных областей техники. В частности, кавитационная эрозия имеет место в проточной части гидротурбин, в насосах самого разного назначения, в различных элементах гидропривода. Наиболее опасной кавитационная эрозия является в сочетании с химической и электрохимической коррозией, а также с абразивной эрозией. Указанное сочетание опасных факторов встречается, например, в химических насосах. Кавитационная эрозия проточной части крупных гидротурбин может привести как к падению КПД и усилению вибрации ротора гидротурбоагрегата, к разрушению его проточной части, тогда как ремонт и даже осмотр проточной части турбины крайне затруднены условиями ее непрерывной эксплуатации. В работе проводились сравнительные испытания образцов материалов и покрытий на стойкость к кавитационной эрозии. Испытывались материалы (стали), применяемые в проточных частях насосов и гидротурбин, а также различные покрытия как полимерные, так и резиновые [4].
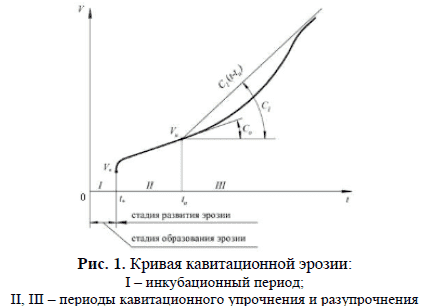
Главной причиной кавитационной эрозии металлических поверхностей является схлопывание на них кавитационных пузырьков. При этом кинетика процесса разрушения материала описывается кривой эрозии (потерь массы или объёма во времени), на которой, как при процессе усталости, выделяют стадии образования и развития эрозионных повреждений (рис. 1). Традиционным критерием эрозионной стойкости материала служат потери его массы (объёма) за определённый период времени. Этот критерий не учитывает условия нагружения, физику процесса и свойства материала.
Кавитационное воздействие является случайным микроударным процессом. Поэтому эрозионная стойкость сплавов будет определяться их структурными составляющими, свойствами зерен, строением тонкой структуры. Описанные выше модели процесса эрозии этого не учитывают. Следует также учитывать и вероятностную природу процесса [5].
Покрытия
Одним из признанных методов повышения эксплуатационных характеристик деталей машин и механизмов является химико- термическая обработка (ХТО), которая радикальным образом изменяет состав и физико-химические свойства поверхностных слоев деталей, что позволяет значительно повысить их эксплуатационные свойства, в том числе и кавитационную стойкость. Это увеличивает надежность и долговечность машин, работающих в условиях кавитационной эрозии. К таким деталям относятся, в частности, крыльчатки и другие рабочие органы насосов для перекачки жидкостей.
В некоторых рабочих полостях насосов при нарушении ламинарного режима движения жидкости возникают области повышенного или пониженного давления, что приводит к резкому схлопыванию пузырьков воздуха и возникновению кавитационного износа. Защита от него проблематична, может осуществляться как с помощью конструктивных разработок, направленных на устранение областей переменного давления, так и с помощью методов, улучшающих свойства поверхностных слоев деталей машин. Это приводит к необходимости широкого внедрения в промышленность наиболее перспективных процессов ХТО, изучения закономерностей формирования, состава и свойств кавитационно-стойких диффузионных слоев.
Особый интерес представляет изучение свойств и закономерностей формирования диффузионных слоев, образованных несколькими карбидообразующими элементами, что позволяет получать более высокие эксплуатационные характеристики по сравнению с насыщением одним элементом. Многочисленные литературные данные показывают, что диффузионные слои на основе карбидов переходных металлов, обладают высокой кавитационной стойкостью в ряде агрессивных сред [2].
Обзор и анализ способов улучшения кавитационных качеств насоса
Кавитационная эрозия связана с степенью развития кавитации. Поэтому улучшение кавитационных качеств - одна из задач, которая снижает эрозию. Существуют следующие способы улучшения кавитационных качеств центробежных насосов:
- выполнение центробежного колеса первой ступени с увеличенной площадью горловины на входе;
- применение бустерного насоса с более низкой частотой вращения, чем у основного насоса;
- установка предвключенного струйного насоса;
- применение шнека.
Одним из перспективных способов улучшения кавитационных качеств насоса, снижение шума, вибрации и низкочастотных пульсаций давления и подачи является установка на входе в насос осевихревой ступени [3].
Осевихревая ступень (ОВС) представляет собой насос, состоящий из осевого колеса и размещенной на его периферии неподвижной винтовой решетки, ход нарезки лопастей которой противоположен ходу лопастей шнека. Течение жидкости в ОВС имеет сложный пространственный характер с вихревым течением на периферии. Упрощенно весь поток можно разделить на две зоны: основной осесимметричный поток, расположенный вблизи втулки шнека, и вихревой поток в периферийной части осевого колеса и в неподвижной решетке [3].
- более высокий коэффициент напора;
- лучшие кавитационные качества;
- низкие уровни пульсации и вибрации.
Эти свойства ОВС определяют перспективность ее применения и возможность использовать ее как отдельный насос.
Обзор и анализ способов улучшения кавитационных качеств насоса
Развитие кавитации
При кавитационном обтекании изолированных профилей наблюдаются кавитационные течения различной формы. Пузырьковая кавитация характеризуется быстрым образованием в зоне пониженного давления на профиле отдельных удаленных друг от друга и сравнительно крупных сферообразных пузырей с последующим замыканием их в зоне повышенного давления. При струйном стационарном течении на профиле возникает каверна, граница которой с жидкостью является границей раздела газообразной и жидкой фаз. Течение нестационарно только в хвосте каверны, где происходит ее замыкание с образованием вихря. Для струйного нестационарного течения характерно периодическое образование каверн на профиле. Отмечают три фазы течения: формирование и рост каверны, возвратное течение к носику каверны, отрыв каверны. Отрыв каверны происходит в тот момент, когда обратная струя соприкасается с границей каверны. Появление каверн сопровождается возрастанием уровня шума и вибрации. С уменьшением кавитационного запаса растут уровни шума и вибрации, а также размеры каверн [1].
Выводы:
1. Высокая стойкость резиновых покрытий к кавитационной эрозии. Из этого следует целесообразность применения данного типа покрытий в проточной части гидромашин для повышения их ресурса работы.
2. Полимерные покрытия с низкой кавитационной стойкостью и их применение в гидромашинах для защиты от кавитационной эрозии не оправдано.
3. Максимальную защиту от кавитационной эрозии поверхностных слоев деталей машин обеспечивают одно- и многокомпонентные карбидные слои, имеющие толщину слоя более 30 мкм. Диффузионные слои карбидного типа на стали марки 20ХНР также обеспечивают надежную защиту от гидроэррозии. Диффузионные карбидные слои на сталях типа 20ХНР, 40ХН, 38ХМЮА могут использоваться для эффективной защиты от кавитационной эрозии.
4. Высоколегированные малоуглеродистые стали 20X13 и 12X18H10T в исходном состоянии имеют кавитационную стойкость, превышающую стойкость сталей с нанесенными диффузионными слоями. Это объясняется невозможностью образования сплошного карбидного слоя достаточной толщины вследствие малого процентного содержания углерода, наличия в основе карбидообразующих элементов, связывающих углерод.
Список использованной литературы
1. Грянко Л.П., Папира А.Н. Лопастные насосы // “Машиностроение” (Ленингр.отд-ние), - 1975.
2. Долгих А.М. Повышение кавитационной стойкости деталей машин
нанесением защитных покрытий // Вестник Полоцкого государственного университета. Сер. В, № 3. - 2011.
3. Зотов Б.Н., Анкудинов А.А. Осевихревой насос. Патент РФ 2014509.
4. Петров А.И., Скобелев М.М., Ханычев А.Г. Исследование сравнительной стойкости к кавитационной эрозии образцов материалов и покрытий
проточной части гидромашин // Вестник МГТУ им. Н.Э. Баумана. Тре-
ние и износ в машинах. Сер. “Машиностроение”, № 2. - 2015.
6. И.Н. Богчев. Кавитационное разрушение и кавитацинно стойкие сплавы
// Успехи современного материаловедения “Металлургия” Москва 1972.
7. Б.К. Вульф, К.П. Ромадин “Авиационное металловедение” Москва 1962.