Аннотация
Рассмотрены режимы работы прокатного стана слябинг, в которых возможно возникновение повышенных динамических нагрузок. На примере системы автоматизированного управления скоростными режимами главных приводов показано, как можно предотвратить повышенные нагрузки на оборудование
Для понимания принципов, заложенных в алгоритм работы системы, следует рассмотреть упрощенную диаграмму изменения скорости и токов (моментов) главных электроприводов при прокатке металла на стане типа слябинг (рисунок 1).
Прокатные клети стана расположены таким образом, что при движении раската вперед, первой по ходу является вертикальная клеть. Поэтому в нечетных пропусках раскат сначала поступает в нее (t2). При прокатке в вертикальной клети происходит снятие уширения и формирование боковых граней сляба в режиме одиночной прокатки (t2…t3). В момент времени t3 происходит захват раската валками горизонтальной клети и на интервале t3…t4 осуществляется совместная его прокатка двумя клетями.
В момент времени t4 раскат покидает вертикальную клеть и производится одиночная прокатка в горизонтальной клети до момента t5. После этого осуществляется реверс направления вращения главных электроприводов, и на интервале t6…t10 выполняется четный проход в обратном направлении.
Причины возникновения повышенных динамических нагрузок в механических передачах прокатных клетей и способы их снижения следующие. Каждый реверс направления вращения сопровождается размыканием и замыканием зазоров во вкладышах шпинделей и зубчатых зацеплениях. Это вызывает ударные динамические нагрузки, разрушающие контактирующие поверхности с последующим увеличением зазоров и соответственно кинетической энергии соударяющихся звеньев. Именно разность скоростей элементов кинематической пары в момент контакта обуславливает дополнительную динамическую нагрузку на них. Эффективным средством для снижения скорости, на которой осуществляется замыкание зазоров, является использование ограничения рывка при изменении направления вращения электроприводов [5]. Диаграмма, иллюстрирующая это, представлена на рисунке 2. При использовании обычного задатчика интенсивности, ускорение электропривода достигает установившегося значения за время переходных процессов в электромагнитной цепи двигателя, которое составляет от 0,05 до 0,1 с. Ток, а соответственно и момент, развиваемый электродвигателем, имеет форму диаграммы, близкую к прямоугольной (рисунок 2а). В случае наличия зазоров в кинематической цепи, их замыкание происходит при существенной разности скоростей неподвижного и движущегося элементов. При использовании задатчика интенсивности с ограничением рывка, ускорение электродвигателя имеет трапециидальную форму, а скорость плавно изменяется (рисунок 2б). Варьируя время наложения ограничения можно снизить разность скоростей элементов замыкающейся кинематической пары до минимальных значений. В условиях стана 1150 установлено, что рациональное значение времени нарастания ускорения составляет 0,33 с. Большие значения этого периода увеличивают время цикла прокатки, меньшие не обеспечивают достаточного снижения ударных нагрузок при замыкании кинематических пар.
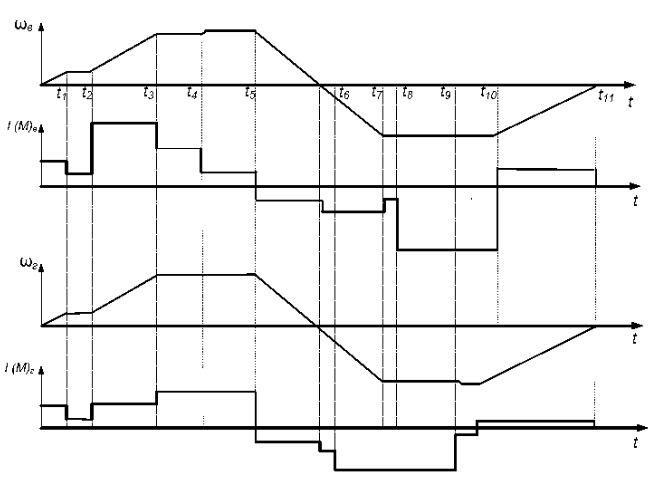
Рисунок 1 – Упрощенная диаграмма параметров работы главных электроприводов стана: ?в и ?г – угловые скорости вращения электродвигателей вертикальной и горизонтальной клетей; I(M)в и I(M)г – токи (моменты) электродвигателей вертикальной и горизонтальной клетей; t – время
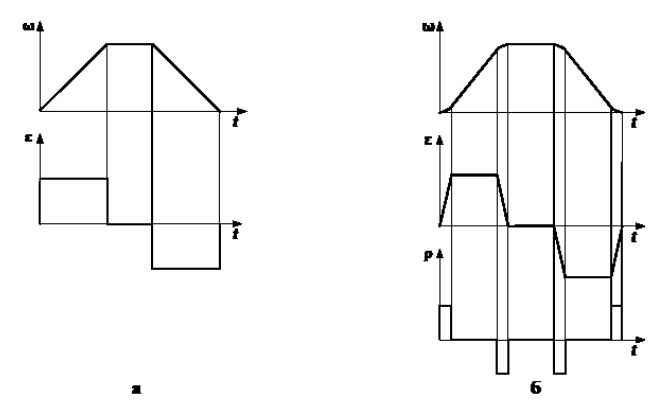
Рисунок 2 – Кинематические параметры работы главного электропривода стана
Требуемая форма тахограммы формируется программным путем в канале задания скорости вращения главных электроприводов (рисунок 3). На схеме на рисунке 3 приняты следующие обозначения:
- задатчик интенсивности с ограничением рывка;
- регулятор рассогласования скоростей (выравнивания нагрузок) приводов верхнего и нижнего горизонтальных валков;
- регулятор выравнивания скоростей (выравнивания нагрузок) приводов левого и правого вертикальных валков;
- регуляторы электродвижущей силы (ЭДС) систем автоматического регулирования (САР) приводов верхнего и нижнего валков;
- регуляторы ЭДС САР приводов (1КТЭ и 2КТЭ) правого и левого валков;
- тиристорный преобразователь якорной цепи электродвигателя верхнего и нижнего валков горизонтальной клети;
- шкаф регулирования, обеспечивающий управление приводами верхнего и нижнего валков горизонтальной клети;
- сигнал задания пропорциональный углу поворота ротора сельсина СКАПа (сельсинный командоаппарат на посту оператора, с помощью которого задается требуемый уровень скорости вра-щения электродвигателей);
- сигналы задания скорости приводов верхнего и нижнего валков горизонтальной клети;
- сигналы задания скорости приводов левого и правого валков вертикальной клети;
- сигналы пропорциональные ЭДС приводов верхнего и нижнего валков горизонтальной клети;
- сигналы пропорциональные суммарным токам двух двигателей приводов левого и правого валков вертикальной клети;
- сигнал коррекции задания на скорость, пропорциональный разнице токов нагрузки (ЭДС) приводов верхнего и нижнего валков горизонтальной клети;
- сигнал коррекции задания на скорость приводов вертикальных валков, пропорциональный разнице текущих значений токов
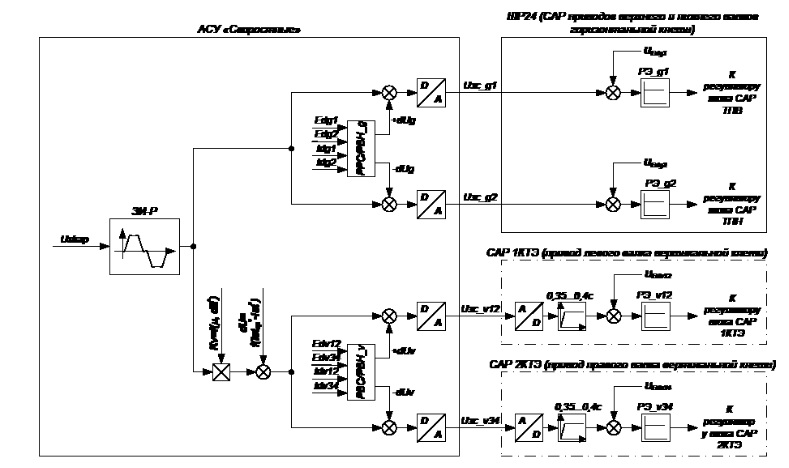
Рисунок 3 – Функциональная схема канала задания скорости главных электроприводов стана 1150
В связи с отсутствием датчиков скорости электроприводов внешние контуры системы регулирования выполнены с обратной связью по ЭДС электродвигателей. Сигнал задания на скорость вращения электроприводов вертикальной и горизонтальной клетей после задатчика интенсивности с ограничением рывка ЗИ-Р поступает на цифроаналоговые преобразователи D/A и далее на входы локальных систем управления индивидуальными электроприводами горизонтальной Uзс_g1, Uзс_g2 и парами электродвигателей левого и правого валков вертикальной клети Uзс_v12 и Uзс_v34. Для согласования скоростей валков одной клети на холостом ходу и обеспечения равномерного распределения моментов при прокатке в каналах задания на скорость локальных приводов добавляются корректирующие сигналы (+dUg, –dUg, +dUв, –dUв). Согласование скоростей вращения электроприводов прокатных клетей достигается путем умножения сигнала задания на скорость вращения вертикальной клети на корректирующий коэффициент Kv, значение которого изменяется в функции направления движения раската и применяемого режима обжатий. Для обеспечения режима совместной прокатки, близкого к свободному, в канал задания на скорость вращения вертикальной клети подается корректирующий сигнал dU. Представленная структура системы управления скоростными режимами позволяет снизить значения динамического момента при захвате раската в совместную прокатку последующей клетью и исключить явление силового взаимодействия приводов через прокатываемый металл.
На рисунке 4 представлена диаграмма токов и скоростей главных электроприводов стана в нечетных пропусках для случаев, когда скорости задачи и захвата не согласованы. В зависимости от соотношения скоростей возможны ситуации прокатки раската с подпором (рисунок 4а) и с натяжением (рисунок 4б). Из опыта эксплуатации слябинга известны случаи, когда более мощный электропривод горизонтальной клети обеспечивал суммарный момент прокатки и переводил электропривод вертикальной клети в генераторный режим. В таких случаях наблюдаются значительные динамические и статические нагрузки на оборудование стана, приводящие к ускоренному износу и поломкам в первую очередь редуктора вертикальной клети.
Диаграммы, представленные на рисунке 4, соответствуют существенным рассогласованиям заданных значений скоростей электроприводов, которые принудительно выравниваются при совместной прокатке за счет раската. Для устранения подобных явлений в системе управления скоростными режимами стана применяется алгоритм расчета рациональных значений скоростей электроприводов в функции геометрических размеров и используемого режима обжатий
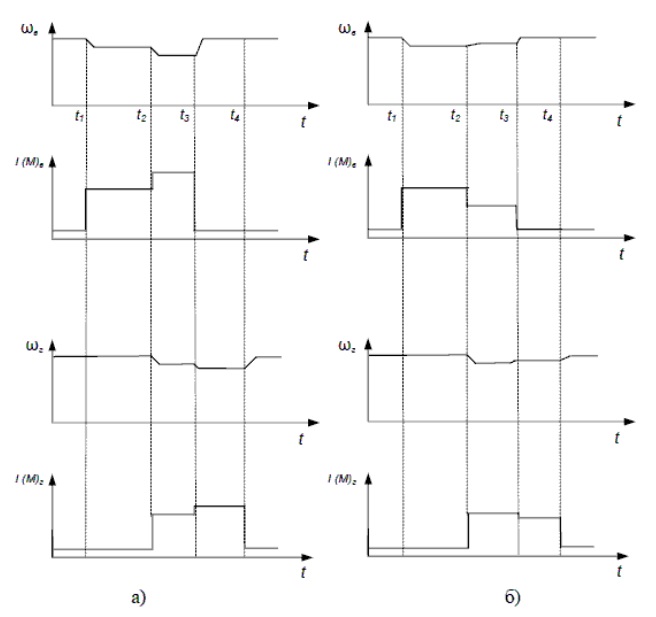
Рисунок 4 – Токи (моменты) I(M) и скорости ? главных электроприводов стана для случая, когда скорости прокатных клетей не согласованы
Для обеспечения режима свободной совместной прокатки необходимо учитывать статическую просадку скорости электропривода под нагрузкой и разницу в значениях углов захвата и прокатки после заполнения очага деформации. В связи со сложностью определения точных значений этих параметров, в цифровой системе управления скоростными режимами главных электроприводов слябинга 1150 использован альтернативный подход, когда соотношение скоростей контролируется только перед захватом металла, а после захвата подается сигнал коррекции скорости вертикальной клети для обеспечения режима прокатки, близкого к свободному. На рисунке 5 представлена диаграмма параметров работы главных электроприводов слябинга при реализации такого подхода для 9 и 10 проходов.
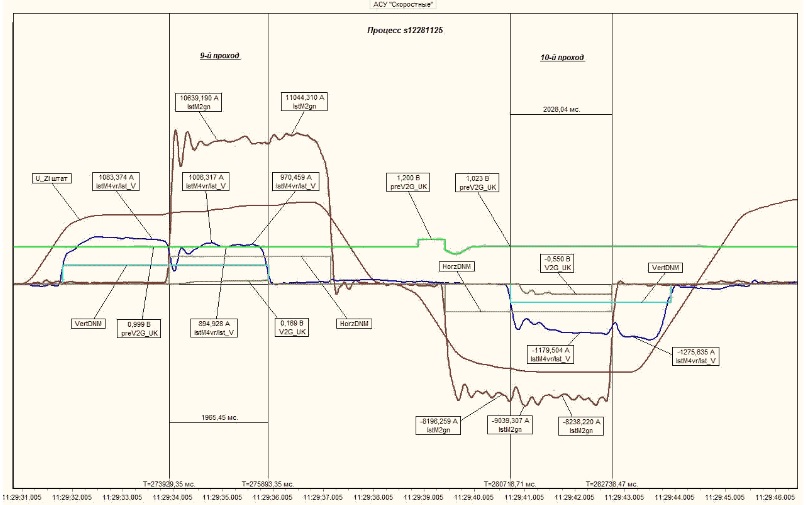
Рисунок 5 – Диаграмма изменения токов главных электроприводов стана при работе цифровой системы управления скоростными режимами
Длительность совместной прокатки слитка в 9-м проходе составила 1965,45 мс. Сигнал preV2G_UK в нечетных пропусках установлен на постоянном уровне и равен 1. Средний уровень тока нагрузки за время раздельной прокатки сляба в вертикальных валках составил Ist_Vср=1083,374 А. После захвата раската горизонтальными валками параметр IstM4vr/Ist_V стал ниже среднего уровня зафиксированного в режиме раздельной прокатки (IstM4vr/Ist_V=895 А), т.е. горизонтальная клеть разгрузила вертикальную (прокатка с натяжением). Формирование корректирующего сигнала задания на скорость (V2G_UK) приводов вертикальных валков в режиме совместной прокатки в функции f(Ist_Vср, IstM4vr/Ist_V) и позволяет приблизить нагрузку приводов вертикальных валков к уровню раздельной прокатки (970…1006 А). Как только текущее значение IstM4vr/Ist_V вошло в зону нечувствительности (Ist_Vср±?I) регулятора выравнивания нагрузок приводов горизонтальных и вертикальных валков, значение сигнала V2G_UK фиксируется на достигнутом уровне.
В 10-м проходе длительность совместной прокатки составила 2028,04 мс. Сигнал preV2G_UK в четных пропусках формируется с учетом расчетной вытяжки металла в горизонтальной клети (в данном случае preV2G_UK=1,2, вытяжка – 20 %). После захвата металла горизонтальными валками параметр preV2G_UK рассчитывается в зависимости от текущего падения скорости приводов горизонтальных валков в зависимости от нагрузки. В момент захвата металла вертикальными валками значение сигнала preV2G_UK фиксируется на достигнутом уровне (1,023). Среднее значение тока нагрузки приводов горизонтальных валков за время раздельной прокатки было зафиксировано на уровне IstM2gn_ср=8196,3 А. После захвата раската вертикальными валками значение IstM2gn увеличилось до 9039,3 А (прокатка с подпором). Следовательно, уровень сигнала preV2G_UK недостаточен для обеспечения свободной прокатки одновременно в вертикальной и горизонтальной клетях. Коррекция задания на скорость приводов вертикальных валков в функции разности токов нагрузки приводов горизонтальных валков до и во время совместной прокатки (V2G_UK) снижает значение IstM2gn почти до уровня раздельной прокатки (8238,2 А). Среднее значение тока нагрузки приводов верхнего валка (Ist_V) в режиме совместной прокатки составило 1179,5 А. В данном случае сигнал V2G_UK достиг максимально возможного уровня (0,55 В), IstM2gn все еще находится за пределами зоны нечувствительности регулятора выравнивания нагрузок приводов горизонтальных и вертикальных валков. Поэтому после выхода раската из горизонтальных валков нагрузка приводов вертикальных валков возрастает до 1275,6 А.
Еще одним режимом, ухудшающим условия работы механического оборудования прокатных клетей, является неравномерное распределение нагрузок между левым и правым валками вертикальной клети и между нижним и верхним валками горизонтальной клети. Хотя абсолютные значения моментов электроприводов этих клетей не выходят за допустимые пределы, однако их неравномерное распределение приводит к возникновению рассогласования линейных скоростей на противоположных гранях сляба и его искривлению и изменению траектории движения. Для предотвращения такого режима в системе управления скоростными режимами главных электроприводов стана 1150 реализована коррекция задания на скорости двигателей главных электроприводов каждой клети по рассогласованию их якорных токов. На рисунке 6 представлена функциональная схема узла коррекции скоростных режимов электроприводов вертикальной клети.
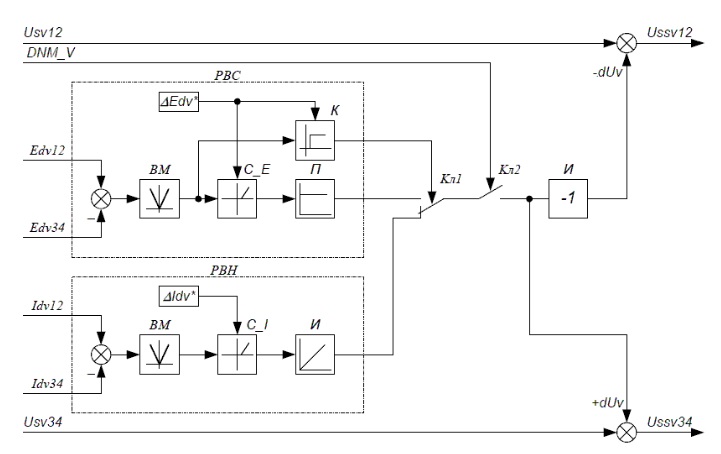
Рисунок 5 – Диаграмма изменения токов главных электроприводов стана при работе цифровой системы управления скоростными режимами
Узел вступает в работу при поступлении раската в вертикальную клеть и формирования соответствующего сигнала DNM_V, путем замыкания ключа Кл2. Основным режимом работы узла является подержание равенства суммарных токов Idv12 и Idv34 пар электродвигателей, приводящих в движение левый и правый прокатный валки. Значение зоны нечувствительности составляет ?Idv*=60 А. В связи с низкими значениями обжатий в вертикальной клети, а также с боковым смещением раската относительно оси прокатки (для четных проходов), установленная разница (?Idv) во многих пропусках может не достигаться. При этом наблюдается рассогласование скоростей вращения левого и правого валков близкое к режиму буксования. Для устранения этого эффекта, при разнице ЭДС левого и правого привода более 15 %, узел переходит в режим поддержания равенства ЭДС, а соответственно и скоростей, переключением ключа Кл1..
Список использованной литературы