Аннотация
Эта статья посвящена применению обратного инженерия для преобразования декартовой системы координат в лазерный резак. В этом проекте используются два явления декартовых координатная конфигурация и лазер. Декартова координата Конфигурация используется для достижения желаемого местоположения и лазера Используется резка неметаллов. В настоящее время лазер стал более распространенный инструмент для резки и все чаще используется в широком ассортименте промышленного применения, заменяя более обычные методы из-за многих преимуществ лазера по сравнению с другими методы резки. Ключевые особенности этой технологии включают высокая скорость, точность, низкие тепловые искажения и низкий шероховатости, которые сокращают время чистовых операций. В Кроме того, лазерная резка имеет высокую степень луча манипулирование и может обрабатывать и резать сложные формы. это легко интегрируется в автономные системы CAD / CAM, управляющие ЧПУ машины. В настоящее время большинство приложений резки в автомобильной промышленности.
ВВЕДЕНИЕ
Декартовой координатный робот (также называемый линейным роботом) промышленный робот, чьи три основные оси управления линейны и находятся под прямым углом друг к другу. Популярный Приложение для этого типа робота является компьютерным управление машиной и 3D печатью. Самое простое приложение используется в фрезерных и волочильных станках, где ручка или маршрутизатор переводит через плоскость X-Y в то время как инструмент поднят и опущен на поверхность, чтобы создать точный дизайн. Главный Девиз этого исследования заключается в преобразовании существующей модели Пика и Поместить робота декартовой конфигурации координат в ЛАЗЕР резак Основная цель этого проекта - сделать его на самом низком уровне. возможная стоимость.
Этот картезианский координатный робот электрически приводятся в действие с помощью шагового двигателя для достижения скорости вращения движения. Эти моторы управляются Arduino Uno 1.8.5 программного обеспечения. Другое программное обеспечение, необходимое для рисования письма или любой набросок с использованием лазерного модуля - Inkscape, универсальный G-код отправитель и грбл.
ЛИТЕРАТУРНЫЙ ОБЗОР
1. Оптимизация и разработка станка для лазерной резки с использованием робота Delta от Б.Мохарана, Ракеша Гупта, Башишта Кумар Кушваха.
Промышленные высокоскоростные лазерные операции с использованием дельта-параллельные роботы потенциально предлагают много преимуществ, из-за их структурная жесткость и ограниченные подвижные массы. это статья посвящена конкретной дельте, разработанной для высокоскоростных лазерная резка. Параллельный дельта-робот имеет множество преимуществ по сравнению с серийными роботами: более высокая жесткость и с этим связана меньшая масса ссылок, возможность транспортировка более тяжелых грузов и более высокая точность. Главный недостаток, однако, в меньшем рабочем пространстве. Следовательно, там существует интерес к исследованиям, касающимся рабочего пространства роботов в промышленном режущем инструменте максимум не имеют подробнее прописать замер, чтобы в этом документе было ориентированные на определение параллельных кинематических роботов, описание их конкретного применения лазерной резки, сравнение роботы разных производителей и определение параметры скорости и ускорения, кинематический анализ - обратная и прямая кинематика. Это приносит информацию о разработка робота Delta. Производство лазерной резки машины начались тридцать лет назад. Прогресс был очень быстрым и в настоящее время каждый год более 3000 лазерной резки машины установлены в мире. Лазерная резка является одним из Крупнейшие применения лазеров в металлообрабатывающей промышленности.
2. Обзор тепловых зон, качества резки и Сравнительное исследование BY Читирай Пон Сельван М, Нетри Раммохан и Сачидананда Х.К.
Лазерная обработка является формой нетрадиционного обработка, которая может обрабатывать практически любые известные материалы. Это является термическим, бесконтактным процессом, который не вызывает никаких механические напряжения в заготовке. Эта статья представляет обзор выводов различных научных работ доступно на лазерной обработке на различных свойствах которые влияют на качество процесса, например, на тепло зона, сформированная в заготовке, качество лазерной резки и почему обработка лазерным лучом более продвинута, чем другие процессы обработки.
3. Изучение управляемой роботизированной системы Arduino К.М. Мерлин Руби, Ф. Энн Дженефер, Д. Видхья
По мере появления новых технологий, компьютер вместимость предоставила реальную возможность для нового робота контролирует во всех аспектах нашей повседневной жизни. Этот технический улучшение требует создания высокопроизводительных роботов быстрее, точнее и умнее роботов. В этом В статье мы представляем простой Arduino-Board-робот, который может управляться дистанционно с помощью радиочастотного пульта дистанционного управления. это Робот может быть построен очень быстро при небольшом бюджете. РФ дистанционное управление обеспечивает преимущество хорошей дальности контроля (до 100 метров с соответствующими антеннами) помимо быть однонаправленным.
4. Возможные области применения для линейной лазерной резки в процессы изготовления бумаги А. Хаппонен, А. Степанов, Х. Пийли
Традиционные отрасли промышленности, такие как производство бумаги промышленности, как правило, остаются в рамках известных технологий, а чем идти вперед к многообещающему, но все же довольно новому технические решения и приложения. Это исследование анализирует возможность лазерной резки крупногабаритной промышленной бумаги делая процессы. Целью было раскрыть развитие и связанные с процессом проблемы и потенциал улучшения в процессы изготовления бумаги с использованием лазерной технологии.
Это исследование было проведено, потому что до сих пор, кажется, быть всего несколько крупных промышленных лазерной обработки применение в процессах конвертации бумаги по всему миру, даже в начале 2010-х гг. Из-за этого малый масштаб использование лазеров в бумажной промышленности связано с нехваткой известных и широко доступных опубликованные научные статьи и опубликованные данные измерений (например, фактические достигнутые скорости резания с высоким качеством кромок резания, время установки и т. д.). Был сделан вывод, что лазерная резка имеет большой потенциал в промышленном применении для бумаги создание отраслей. Этот потенциал включает в себя качество улучшения и конкурентное преимущество для бумаги производители машин и промышленность. Инновации имеют Также добавлен потенциал при разработке новых бумажных изделий. Примером этих видов продукции являются те, с печатными интеллект, который может стать новой возможностью для бизнеса бумажная промышленность по всему миру.
5. Реализация тактильных датчиков на 3 пальца Robotiq® -адаптивный захват и визуализация в VR с использованием Контроллер Arduino от Луиджи Пелличчаа, Марко Шуманна, Мануэль Дудчига, Мишель Ламонакаб, Филипп Климанта, Джузеппе ди Жиронимо
Тактильные датчики являются важными компонентами для выполнение сложных манипуляционных задач с использованием робота захваты, позволяющие непосредственно контролировать силу захвата согласно свойствам объекта. Виртуальная реальность представляет эффективный инструмент, способный визуализировать сложные системы в полные детали и с высоким уровнем интерактивности. После внедрение экономичных тактильных матриц на 3 пальца Роботизированный захват с контроллером ARDUINO, он представлен инновационный интерфейс VR, способный визуализировать значения давления на кончиках пальцев в трехмерной среде, обеспечение эффективного инструмента, направленного на поддержку программирование и визуализация захвата VR.
ПОСТАНОВКА ЗАДАЧИ
• Замена концевых эффекторов Декартова система координат в лазерной резки машина с использованием реверс-инжиниринга.
• Предоставить робота в качестве учебного материала для инженерии колледжи по самым низким ценам
МЕТОДИКА

Рисунок 1 – Грубая модель
ПРОЕКТИРОВАНИЕ ЛАЗЕРНОЙ РЕЗКИ

Рисунок 2 – Сборка в CATIA
Измерение всех размеров и преобразование существующих Модель в модель CAD была сделана с использованием CATIA V5R20. Отдельный чертеж части различных компонентов был сделан и с помощью этой детали создается сборка.
ПРОИЗВОДСТВО И СБОРКА:
Поскольку основная цель проекта состоит в том, чтобы сделать модель в самая низкая стоимость и обеспечить для целей исследования мягкая сталь выбран в качестве материала изготовления, который является относительно низким Стоимость. После резки материала резцами механическая обработка процесс, как токарная обработка, сверление, шлифование выполняется на материал. После резки и обработки операция сборки сделано с помощью болтов, гаек, болтов и т. д.

Рисунок 3 – Сборка деталей

Рисунок 4 – Финальная сборка
ТРЕБУЕМЫЕ ПРОГРАММНЫЕ ОБЕСПЕЧЕНИЯ И ОБОРУДОВАНИЕ
СПЕЦИФИКАЦИЯ ЛАЗЕРНОГО ИСПОЛЬЗОВАНИЯ
1. Длина волны: 405 нм
2. Мощность: 500 МВт
3. Электрический ток: <2А
4. Входное напряжение: DC / AC 12 В
5. Рабочая температура: -10 ~ + 40 градусов с
6. Размер: 33 * 33 * 65 мм
7. Длина кабеля: 40 см
8. Особенности: Лазерная регулировка
Программное обеспечение, необходимое для запуска этого проекта:
1) Java 2) Arduino Uno 3) Inkscape 4) Универсальный G-код отправитель 5) грбл
1) Arduino uno 1.8.5: - Arduino UNO широко используется микроконтроллер с открытым исходным кодом на основе микроконтроллер ATmega328P и разработал Arduino.cc. Доска оснащена наборами цифровых и контакты аналогового ввода / вывода (I / O), которые могут быть подключены к различные платы расширения (экраны) и другие схемы. Плата имеет 14 цифровых выводов и 6 аналоговых выводов. это программируется с помощью Arduino IDE (интегрированный Среда разработки) через USB-кабель типа B. Может быть питание от USB-кабеля или от внешней 9-вольтовой батареи, хотя он принимает напряжения от 7 до 20 вольт.
2) Inkscape: Inkscape - свободный вектор с открытым исходным кодом. графический редактор; может использоваться для создания или редактирования вектора графика, такая как иллюстрации, диаграммы, штриховые рисунки, диаграммы, логотипы и сложные картины. Основной вектор Inkscape графический формат Scalable Vector Graphics (SVG), однако многие другие форматы могут быть импортированы и экспортированы. Inkscape может отображать примитивные векторные фигуры (например, прямоугольники, эллипсы, полигоны, дуги, спирали, звезды и трехмерные рамки) и текст. Эти объекты могут быть заполнены сплошными цветами, узорами, радиальными или линейные цветовые градиенты и их границы могут быть штрихованы, оба с регулируемой прозрачностью. Встраивание и также поддерживается дополнительная трассировка растровой графики, включение редактора для создания векторной графики из фотографий и другие растровые источники. Созданные фигуры можно дальше манипулировать с преобразованиями, такими как перемещение, вращение, масштабирование и перекос
3) Универсальный отправитель G-кода: используется универсальный отправитель G-кода сгенерировать данный код. Чтобы определить путь для лазерного инструмента это Необходимо сгенерировать данный код, определенный эскизом. Это сделано универсальным отправителем кода g. После генерации данного кода файл, UGS отправляет файл g-кода в grbl.
4) контроллер grbl: Grbl Controller - это программное обеспечение, разработанное отправить GCode (который поступил от универсального g кода отправителя) на щит с ЧПУ

Рисунок 5 – Блок-схема для вывода
ТЕСТИРОВАНИЕ
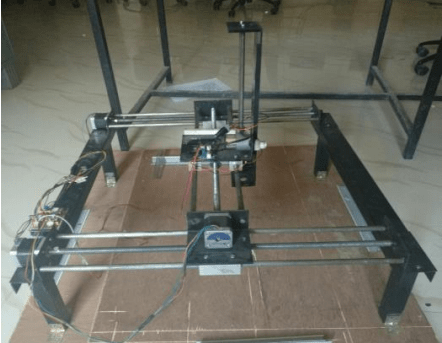
Рисунок 6 – Финальная сборка и тестирование
С помощью программного обеспечения arduino мощность лазерного инструмента проверена на разные неметаллы для различной толщины, подачи, скорости и т. д.
ЗАКЛЮЧЕНИЕ
С помощью обратного инжиниринга декартово система координат успешно преобразована в лазер автомат для резки. Сделан вывод о том, что лазерная резка машина работает нормально и может резать неметаллические с хорошей точностью.
Список использованной литературы
[2] Clavel, R. 1986. Une nouvelle structure de manipulation parallele pour la robotique legere.R.A.I.R.O. APII, Vol 23, No6.
[3] Griffis, M., and Duffy, J.,”A Forward Displacement Analysis of a Class of Stewart Platforms,” Trans. ASME Journal of Mechanisms, Transmissions, and A automation in Design, Vol. 6, No. 6, June 1989, pp. 703-720.
[4] Zhang, D. Parallel Robotic Machine Tools. Oshawa: Springer Science and Business Media, LLC 2010, ISBN 978-1- 4419- 1116-2, e-ISBN 978-1-4419-1117-9
[5] Kumstel, J. and Kirsch, B., 2013. Polishing titanium- and nickel-based alloys using cw-laser radiation. Lasers in Manufacturing (LIM 2013), 41, pp. 355-364.
[6] Perry, T.L., Werschmoeller, D., Duffie, N.A., Li, X.C., and Pfefferkorn, F.E., 2009. Examination of selective pulsed laser micropolishing on microfabricated nickel samples using spatial frequency Analysis. Journal of Manufacturing Science and Engineering - Transactions of the ASME, 131(2).
[7] Temmler, A., Willenborg, E., and Wissenbach, K., 2011. Design surfaces by laser remelting. Lasers in Manufacturing 2011: Proceedings of the Sixth International Wlt Conference on Lasers in Manufacturing, Vol 12, Pt A, 12, pp. 419-430.