Экологические и технологические аспекты в процессах прямого и непрямого охлаждения коксового газа
Авторы: А.А.Пастернак, С.В. Нестеренко, Л.П.Банников, К.А.Бутко
Источник: Комунальне господарство міст, 2016, випуск 130
Постановка проблемы.
Большинство коксохимических предприятий Украины введены в эксплуатацию еще в первой половине прошлого века и тесно интегрированы в инфраструктуру городских хозяйств. В соответствии с национальным законодательством, вновь модернизируемые технологические процессы должна соответствовать природоохранным нормативам и требованиям экологической безопасности.
Процессы охлаждения коксового газа являются ведущими в задачах повышения качества продукции, создания новых технологий обработки коксового газа, отвечающих перспективным экологическим, технико-экономическим и социальным требованиям.
На заре развития технологии переработки коксового газа использовалось прямое охлаждение коксового газа при непосредственном и противоточном контакте газа и орошающей воды, которая затем охлаждалась на открытой градир не. В связи с попутной абсорбцией хорошо растворимых компонентов (аммиака, сероводорода, цианистого водорода) и соответствующим ухудшением санитарно–гигиенических условий труда применили оросительные теплообменники для охлаждения орошающей воды оборотной водой через теплопередающую стенку. Дальнейшие усовершенствования процесса касались заменой прямого контакта коксового газа с орошающей водой непрямым: коксовый газ охлаждался оборотной водой, проходящей по трубчатке. В последнее время получает распространение новое высокоэффективное теплообменное оборудование, которое позволяет сократить капитальные затраты на установку газовых холодильников. В этой связи выбор прямого или непрямого охлаждения коксового газа следует оценивать по технологическим и экологическим критериям.
Результаты исследований.
Прямое охлаждение коксового газа промывной водой привлекательно технологически – происходит
вымывание из газа суспендированных твердых примесей, аэрозолей смолы, сублимата нафталина и
частичное растворение газообразных примесей. В результате такой промывки чистота
транспортируемого коксового газа повышается, количество отложений в газопроводе снижается, что снижает количество пропарок газопровода и срок
межремонтной эксплуатации. Вторым не менее важным положительным фактором является низкий расход охлаждающей воды, который при
проектировании принимают равным 9–10 м3/1000 нм3 газа. Холодильники непосредственного действия компактны и удобны в обслуживании, не
требуют ремонтов и чисток, не ставятся резервные холодильники, их лишь изредка промывают смолой,
добавляя ее к воде. На некоторых заводах холодильники промывали горячей водой из линии сепаратор–механизированный осветлитель
, в
которой содержится много смолы, которая растворяет нафталин. Холодильники непосредственного действия выполнены с противоточным контактом фаз: газ входит в
нижнюю часть холодильника, охлаждающая жидкость подается на верх холодильника через систему разбрызгивания. Степень очистки
коксового газа от смолы и нафталина в холодильниках непосредственного действия выше, чем в трубчатых холодильниках непрямого
охлаждения. Однако, такие холодильники не получили широкого распространения, так как конденсат загрязнен прежде всего хорошо
растворяющимися в воде газами, что исключает охлаждение такой воды на градирнях. До недавнего времени применявшиеся холодильники для
охлаждения циркулирующей воды характеризовались низкой эффективностью теплообмена и громоздкостью, а их эксплуатация
связана с усиленной коррозией металлоконструкций и сопутствующим ухудшением санитарно–гигиенических условий труда. Это привело к замене
такой системы охлаждения коксового газа на холодильники непрямого действиям – трубчатых газовых холодильников.
Следует отметить, что теплообмен между циркулирующей водой для охлаждения коксового газа и оборотной водой, охлаждаемой на градирне, затрудняется из–за наличия в циркулирующей воде примесей смолы и нафталина. Это способствует образованию термического слоя отложений, впрочем, со стороны обеих теплоносителей, в зависимости от качества также и оборотной воды. В таких условиях использовались различные типы холодильников, изготовленных из нержавеющей стали: горизонтальные кожухотрубчатые холодильники (коэффициент теплопередачи Кт = 300–400 Вт/м2?К), пластинчатые холодильники (Кт = 2000 Вт/м2?К), а также спирального типа (Кт = 800–900 Вт/м2?К). Широкое применение теплообменников спирального типа в условиях коксохимпроизводства возможно при изготовлении из соответствующих марок нержавеющих сталей, и при осуществлении обязательной реагентной обработки охлаждающей оборотной воды. Для устранения отложений со стороны циркулирующей воды применяется промывка теплообменной поверхности горячей надсмольной водой, за рубежом также запатентованы различные добавки для снижения растворения отложений.
Таким образом, первичное охлаждение коксового газа в ПГХ непосредственного действия обеспечивает высокую чистоту охлажденного коксового газа при низком расходе циркулирующей воды, однако, дальнейшее охлаждение загрязненной воды требует установки теплообменного оборудования из коррозионно–стойких материалов и эксплуатационных затрат на чистку и обслуживание оборудования. Наибольшее распространение данный тип оборудования получил на коксохимпредприятиях США.
Большинство действующих на коксохимических предприятиях БХУ обеспечивают степень очистки фенольных сточных вод в соответствии с отраслевыми нормативами: фенол – < 2 мг/дм3; роданиды – <10 мг/дм3; смолы и масла – < 20 мг/дм3; ХПК – < 500 мг O2/дм3. В той или иной степени, предприятия используют эти воды для пополнения оборотных систем охлаждения ПГХ. По нашему мнению, актуальным остается количественное определение доли сточной воды в ее смеси с технической для подпитки оборотной системы водоснабжения. Полная замена технической воды сточной должна производиться только после реализации комплекса технологических операций по ее подготовке. Доля сточной воды определяется на основе анализа качества исследуемых вод и составления смесей с различным соотношением.
Приведен состав сточной, технической и воды оборотных циклов ЧАО АКХЗ
.
Анализ вод показал достаточно большое содержание хлоридов, сульфатов, а также высокое содержание плотного остатка и взвешенных
веществ. Расчет индекса Ланжелье показывает, что при температуре 40–450С охлаждающая вода обоих циклов имеет положительный индекс в пределах 1,2–1,5. Положительный индекс Ланжелье указывает
на возможность образования карбонатных отложений. Проведенные коррозионные испытания образцов–свидетелей в оборотной воде оборотных
циклов №1,2 показали, что в них поддерживается накипный режим. Скорость накипеобразования
составляет 0,4–0,62 мм/год. Коррозионную активность оборотной воды циклов № 1 и № 2 были определены потенциометрическим методом. Скорость коррозии
углеродистой стали в оборотной воде при 500С составила для 1 и 2–ого циклов соответственно 0,6 и 0,5 мм/год, причем на коррозионных образцах при
испытаниях образуются локальные разрушения (язвы). Для оценки скорости коррозии углеродистой стали ВСт 3 были установлены кассеты с
образцами–свидетелями на вентиляторных градирнях предприятия, время испытания составило
1872 часа. Средняя скорость коррозии образцов составила 0,066–0,076 г/м2ч.
Моделирование работы теплообменной системы осуществляли на лабораторной установке, продолжительность испытания каждого варианта составляла 2–е недели, коэффициент упаривания составил 2. В качестве подпиточной воды использовали смесь технической и прудовой воды АКХЗ.
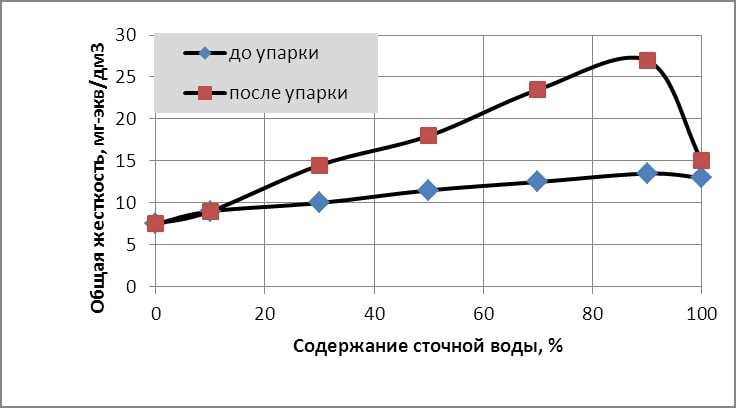
Рисунок 1 –Общая жесткость исходной и упаренной смеси вод
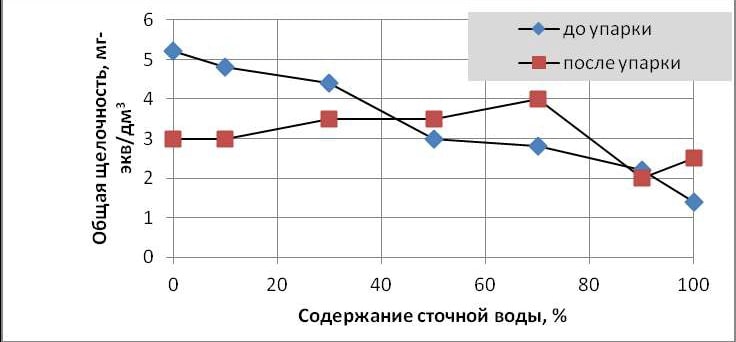
Рисунок 2 –Общая щелочность исходной и упаренной смеси вод

Табл. 1 –состав сточной, технической и воды оборотных циклов ЧАО АКХЗ
Анализ показал, что сточные воды ЧАО АКХЗ
(прудовая вода) проявляет антинакипные
(стабилизационные) и ингибирующие свойства по отношению к процессу коррозии и накипеобразования. При соотношении (сточная вода): техническая вода = 70:30) наблюдается
наименьшая скорость накипеобразования и скорость коррозии углеродистой стали, которая составила 0,4–0,6 мм/год (определенная потенциостатическим
методом). Существенным недостатком использования качества подпиточной воды выбранного состава является повышенное содержание хлоридов. Для
уменьшения влияния Cl– предлагается периодическая обработка циклов (1–2 раза в год при максимальной сезонной температуре) гексаметафосфатом натрия (ГМФ). В лабораторных условиях установлено, что коррозионная активность
оборотной воды при этом снижается до величин 0,08–0,09 г/м2ч при допустимой скорости коррозии 0,1 г/м2ч.
Выводы
Основными направлениями совершенствования непрямого способа охлаждения коксового газа являются промывка межтрубного пространства эмульсией с определенным соотношением смол газосборникового и холодильникового циклов с аммиачными водами. Данное отношение регулируется для достижения оптимальной текучести и растворяющей способности по отношению к нафталиновым отложениям. Для повышения межремонтного пр обега ПГХ необходимо существенное повышение качества оборотной воды. Прямое охлаждение коксового газа обеспечивает высокую чистоту коксового газа без применения установок малого холода. При этом не наблюдается интенсивного образования отложений из коксового газа. Для охлаждения циркулирующей воды необходима установка современного высокоинтенсивного теплообменного оборудования, которое предъявляет жесткие требования к качеству оборотной воды. Для повышения качества оборотной воды цикла ПГХ не исключается подпитка сточной воды после БХУ при соответствующей реагентной корректировке воды по всем ключевым показателям, предъявляемым к качеству оборотной воды. Для крупных коксохимических производств,интегрированных в металлургические ко мбинаты представляет интерес исследования по вовлечению в оборотные циклы сточных вод городского коммунального хозяйства.
Список использованной литературы
1. Назаров В.Г. Научные основы процессов очистки коксовог о газа от нафталина и смолистых веществ вотделении первичног о охлаждения и конденсации /В.Г. Назаров // Кокс и химия. – 2016. – № 6. – С.19-31br> 2. Кауфман А.А. Технолог ия коксохимическог о производства / А.А. Кауфман, Г.Д. Харлампович. – Екатеринбург : ВУХИН НКА. – 2005. – 288 с. 3. Зак А.С. Химцеха на заводах в США / А.С. Зак // Кокс и химия. – 1935. – №4. – С.54-65 4. Улавливание химических продуктов коксования: [учебное пособие] / Гребенюк А.Ф., Коробчанский В.И., Власов Г.А., Кауфман С.И. – Д.: Східний видавничий дім, 2002. – 228 с.