ВЛИЯНИЕ ЗАЖИМНЫХ УСТРОЙСТВ НА ХАРАКТЕР ТЕХНОЛОГИЧЕСКОГО НАСЛЕДОВАНИЯ ПРИ ВОССТАНОВЛЕНИИ ВЫСОКОТОЧНЫХ ДЕТАЛЕЙ
Автор: Каменский В. В.
На восстанавливаемую деталь при механической обработке действуют силы закрепления, поэтому возникновение упругих перемещений неизбежно. Погрешности, вызываемые этими перемещениями являются соизмеримыми с допусками на размеры высокоточных деталей [2, 3].
Восстановление высокоточных деталей предполагает использование различных зажимных устройств: патронов, цанговых и центровых оправок. Наибольшую известность получил расчет погрешностей кольцевых заготовок в трехкулачковых патронах. Закрепление в цанговых зажимных устройствах и специальных патронах рассматривается как лишенное недостатков в связи с равномерным распределением зажимной силы. Картина возникновения погрешностей от сил закрепления при изготовлении деталей рассмотрена А.М.Дальским в [1] и представлена на рис. 1. При восстановлении высокоточных деталей она будет аналогична.
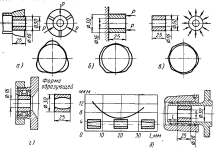
Рис. 1. Отклонения формы отверстий, вызываемые зажимными устройствами различных конструкций
Втулки одинаковых размеров закреплены в различных зажимных устройствах силами, необходимыми для проведения одной и той же обработки – тонкого растачивания. Отклонения формы в поперечных сечениях записаны на кругломере. При закреплении в цангах на заготовках получаются типичные трехгранные отверстия (рис. 1, а). Аналогично, при торцовом закреплении в двух местах на отверстии возникает две типичные впадины (рис. 1, б). Этого эффекта не возникает при использовании 12-ти кулачковых патронов (рис. 1, в) . Закрепление с помощью гофрированной втулки (рис. 1, г) или зажимного патрона, типа патрона фирмы «Штибер», (рис. 1, д) практически не дает отклонений в поперечных сечениях, но приводит к существенным отклонениям в осевом сечении.
Трудность определения перемещений для многих типов деталей состоит не в громоздкости математических вычислений, а в невозможности учета всех реальных условий, в которых происходит закрепление. Дальским на примере втулки показано, как влияют отклонения формы установочных поверхностей на погрешности возникающие на обрабатываемой поверхности (рис. 2) [1]. В зажимном патроне фирмы «Штибер» поочередно закрепляли заготовки, установочная поверхность которых имела погрешности в виде овала (I), трехгранника (II) и четырехгранника (III). Величины погрешностей е колебались в пределах 10–50 мкм.
Рис. 2. Графики отклонения формы отверстия при закреплении втулок с различными отклонениями формы наружной установочной поверхности (f = dmax – dmin)
Графики показывают перенос этих погрешностей на отверстия заготовок, которые растачивались в патронах. Форма отверстий, представлявшая собой правильную окружность, после растачивания оказывалась овальной, трех- или четырехгранной. Таким образом, даже весьма совершенное приспособление приводит к наследованию обрабатываемой поверхностью погрешностей наружной установочной поверхности. Этот эффект значительно усугубится при закреплении заготовок обычными зажимными кулачками.
Зажимные устройства способны создавать отклонения формы на деталях, которые до закрепления таких отклонений не имели. Поэтому можно считать, что в этих случаях зажимные устройства порождают погрешность формы. Например, высокоточную гильзу гидроцилиндра закрепляют в двух местах с базированием по отверстию двумя гофрированными втулками (см. рис. 1, г) для проведения шлифования. Зажимное приспособление создает осесимметричное нагружение; нагрузка распределенная. При снятии сил закрепления после обработки деформация гильзы исчезает. Это приводит к искажению формы обработанной поверхности. В связи с этим возникает необходимость оценки величины деформации, вызванной силами закрепления. Пример расчета таких сил при изготовлении деталей приведен А.М.Дальским в [1]. Возможно решение обратной задачи: определение такой силы закрепления, которая вызывала бы допустимую деформацию. Эти расчеты возможно и необходимо применять при восстановлении деталей.
Существует также вполне четкая наследственная передача погрешностей торцовых установочных поверхностей деталей типа гильз на поверхность обрабатываемого отверстия. Из-за неплоскостности и непараллельности торцов зажимная сила не распределяется равномерно по торцовой поверхности, а действует лишь по некоторой ее части, составляющей сравнительно небольшую долю номинальной опорной поверхности. Наоборот, при закреплении высокоточных втулок или гильз по цилиндрической установочной поверхности может возникнуть не плоскостность обрабатываемых торцовых поверхностей.
Зажимные устройства типа кулачковых патронов и цанг, кроме указанных выше погрешностей, способны создавать характерные наследственные погрешности, связанные с возникновением вибраций.
Цанга является вибровозбудителем, создает квазигармонические колебания и может привести к возникновению области неустойчивого движения технологической системы. На обрабатываемой поверхности появляется волнистость. Существует методика определения границ области неустойчивого движения системы, ограничиваемая критическими угловыми частотами, в зависимости от жесткость суппорта, прутка и цанги; массы суппорта и т.д.
Для некоторых групп деталей надежность работы определяется наличием или отсутствием напряжений необходимой величины и знака. В этой связи рассматривается наследование тех остаточных напряжений, которые могут возникать при закреплении восстанавливаемых деталей. Последние могут получать и долгое время сохранять напряжения от вдавливания закрепляющих элементов или от нагружения силами закрепления. Явления ползучести могут привести в дальнейшем к перераспределению напряжений, что повлечет за собой искажение формы деталей и, как следствие этого, снижение надежности их работы.
Учет влияния зажимных устройств на характер технологического наследования позволяет правильно управлять технологическим процессом при восстановлении высокоточных деталей, позволяя достигать более качественных показателей.
ЛИТЕРАТУРА
- Дальский А.М. Технологическое обеспечение надежности высокоточных деталей машин. – М.:»Машиностроение». – 1975, 233с.
- Каменский В.В. Необходимость учета технологической наследственности при восстановлении высокоточных деталей. НАДЕЖНОСТЬ И КАЧЕСТВО: Труды международного симпозиума, ч.11, Пенза – 2004 – 320с.
- Каменский В.В., Быков В.В. Восстановление высокоточных деталей гидрооборудования // Лесная промышленность. – 2004. №1. – с.19 – 20.