Анотация
Установлены коэффициенты снижения температуры резания при точении труднообрабатываемых материалов с использованием СОТС. Представлены результаты оптимизации режимов резания при точении труднообрабатываемых материалов с учетом температурных ограничений с учетом действия СОТС.
Введение
Обработка нержавеющих, жаропрочных и высокопрочных сталей и сплавов с использованием смазочно-охлаждающих технологических средств (СОТС) – наиболее эффективный способ повышения ее производительности [1].
В настоящее время накоплен достаточный опыт обработки резанием труднообрабатываемых материалов [2]. Весьма актуальной является задача обоснования режимов обработки в условиях высоких температур, возникающих в зоне резания из-за низкой теплопроводности труднообрабатываемых материалов.
Достаточно хорошо разработанные методы анализа теплового состяния зоны резания, в том числе закономерностей формирования тепловых потоков и температур в зоне резания с учетом действия СОТС [3], позволяют обосновать температурные ограничения при оптимизации режимов резания, что особенно актуально для труднообрабатываемых материалов [4].
Представляет интерес дальнейшее исследование температурных ограничений при обработке различных марок нержавеющих сталей и жаропрочных сплавов и возможностей их устранения за счет использования СОТС, что позволит уточнить оптимальные режимы резания и повысить производительность.
Цель работы – оптимизация режимов резания различных труднообрабатываемых материалов по критерию максимальной производительности обработки с учетом действия СОТС.
Основное содержание и результаты работы
При оптимизации режимов резания в целевой функции принимается производительность обработки, максимум которой достигается при максимуме произведения частоты вращеникачествея n и подачи S: SnS → max. В качестве ограничений приняты:
1)по возможностям режущего инструмента;
2)по предельно допустимой мощности резания;
4)по прочности пластины резца
3)по предельно допустимой температуре резания Θ
Основные параметры в ограничениях по возможностям режущего инструмента, по предельно допустимой мощности резания, по прочности пластины резца принимаются в соответствии со справочно-нормативной литературой [2].
Закономерности изменения температуры резания в зависимости от режимов токарной обработки труднообрабатываемых материалов с применением СОТС, устанавливаются на основании теоретических исследований в соответствии с методикой [3].
Расчеты выполнены для следующих условий: твердый сплав ВК8 (геометрические параметры: главный угол в плане φ = 45°, передний угол γ = 12°; глубина резания t = 3мм; подача S = 0,3 мм/об; износ по задней поверхности h = 0,2мм).
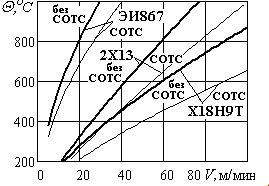
Рис. 1.Графики зависимости температуры резания Θ от скорости V при обработке различных материалов
Результаты расчетов температуры резания Θ в зависимости от скорости резания V при обработке различных труднообрабатываемых материалов без СОТС и с использованием СОТС приведены на рис. 1.
Установленные взаимосвязи температуры резания Θ с параметрами обработки без учета действия СОТС:

Графики, представленные на рис. 1, свидетельствуют о том, что в определенном для каждого материала диапазоне изменения скорости температура резания достигает предельно допустимого уровня 800оС, что требует учета температурных ограничений при оптимизации режимов резания.
Схемы определения оптимальных режимов резания для токарной обработки нержавеющих сталей Х18Н9Т и 2Х13, а так же жаропрочного сплава ЭИ867 представлены на рис. 2.
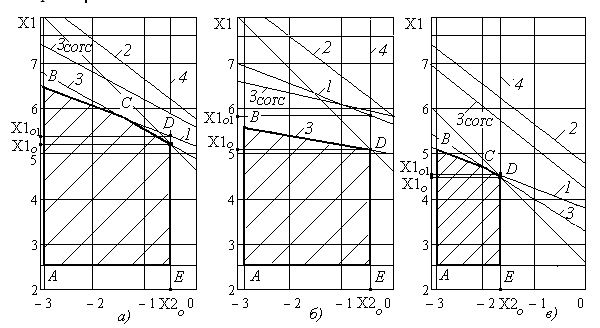
Рис. 2.Схемы определения оптимальных режимов резания при токарной обработке нержавеющих сталей Х18Н9Т – а) 2Х13 – б) и жаропрочного сплава ЭИ867 – в)
Для всех труднообрабатываемых материалов без учета действия СОТС искомыми оптимальными значениями параметров являются координаты точки D (X1о, X2о) точки пересечения ограничений по предельно допустимой температуре резания (3) и прочности пластины (4). Использование СОТС позволяет снять температурные ограничения (3СОТС). В этом случае искомые оптимальные значения параметров являются точками пересечения ограничений по режущим возможностям инструмента (1) и прочности пластины (4)с координатами (X1о1, X2о).
Оптимальные режимы резания подача Sо и скорость резания Vo с учетом температурных ограничений могут быть определены аналитически следующим образом:
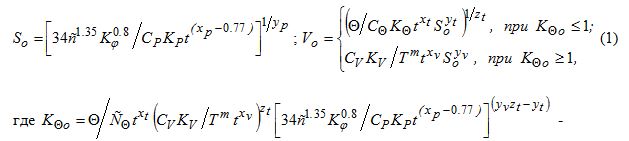
граничное значение коэффициента, определяющего необходимость учета температурны ограничений; c – толщина пластины; Кφ = sin60/sin φ; φ – главный угол резца в плане; СР, KР – коэффициенты и xр, yр, nр – показатели, характеризующие степень влияния глубины t, подачи S и скорости V на силу резания Рz; CV, KV – коэффициенты и xv, yv, m – показатели, характеризующие степень влияния глубины t, подачи S и стойкости T на скорость резания V; Сθ – постоянный коэффициент и zt, yt, xt – показатели степени, характеризующие влияние скорости резания V, подачи S и глубины резания t на температуру; K θ – коэффициент снижения температуры при использовании СОТС.
Результаты расчетов коэффициентов снижения температуры резания при использовании СОТС и оптимальных режимов резания (1) для исследованных труднообрабатываемых материалов приведены в табл. 1.
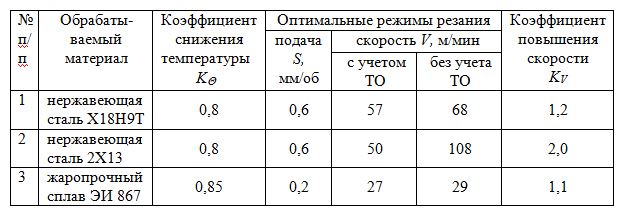
Таблица 1. Результаты расчетов оптимальных режимов резания для различных труднообрабатываемых материа
При использовании СОТС в результате снижения температуры резания и снятия температурных ограничений скорости резания возрастают. Наибольшее возрастание скорости резания – более чем в 2 раза наблюдается для стали 2Х13.
Установленные возможности снижения температуры и интенсификации режимов резания при использовании СОТС в свою очередь являются резервом роста производительности обработки.
Выводы
На основании выполненных расчетов установлены температурные ограничения при токарной обработке различных труднообрабатываемых материалов и коэффициенты снижения температуры при использовании СОТС. Определены оптимальные режимы резания, обеспечивающие максимальную производительность обработки, учитывающие установленные температурные ограничения. Выполнено сравнение этих режимов резания с режимами, рассчитанными без учета температурных ограничений при их снятии за счет использования СОТС. Установлены коэффициенты повышения скоростей резания (до 2 раз) при использовании СОТС.
Разработанная методика быть использована для оптимизации режимов резания с учетом температурных ограничений для различных видов обработки с применением СОТС.
Список использованной литературы
- Смазочно-охлаждающие технологические средства и их применение при обработке резанием: Справочник / Л. В. Худобин, А. П. Бабичев, Е. М. Булыжев и.др. – М.: Машиностроение, 2006. – 544с.
- . Гуревич В. Я. Режимы резания труднообрабатываемых материалов / В. Я. Гуревич. – М.: Машиностроение, 1986. – 240с.
- Ивченко Т. Г. Расчет тепловых потоков и температур резания при точении с использованием смазочно-охлаждающих жидкостей / Т. Г. Ивченко // Надійність ін-струменту та оптимізація технологічних систем. – Краматорськ: ДДМА, 2010. № 26. С.90-96.
- Богуславский В. А. Оптимизация режимов резания при точении труднообрабатываемых материалов с учетом температурных ограничений / В. А. Богуславский, Т. Г. Ивченко, Зантур Сахби // Прогрессивные технологии и системы машиностроения: – Донецк: ДонНТУ, 2010. Вып. 39. – С.77-84.
- Ивченко Т. Г. Учет температурных ограничений при оптимизации режимов резания труднообрабатываемых материалов / Т. Г. Ивченко, О. В. Пащук // Прогрессивные технологии и системы машиностроения. – Донецк : ДонНТУ, 2018. Вып. 3 (62) . – С. 30-35.