Рисунок – Нагрев заготовки толщиной 0,21м.
Авторы: Сибирцева Ю. С., Гинкул С. И.
Источник: Сибирцева, Ю.С. Проектирование режимов нагрева металла различного сортамента в методических нагревательных печах / Ю.С. Сибирцева, С.И. Гинкул // Металлургия XXI столетия глазами молодых [Электронный ресурс]: всеукраинская научно–практическая конференция студентов : сборник докладов.– Донецк: ДонНТУ, 2013.– С.125–126.
Сибирцева Ю. С., Гинкул С. И. Эффективность практического применения переходных тепловых режимов может быть повышена при установке на печи плоско–пламенных горелок (полностью или частично), а математическая модель будет составной частью АСУ методической печи.
Методические печи толкательного типа работают непрерывно только при полном заполнении рабочего пространства нагреваемыми заготовками. На некоторых заводах при выполнении заказа на небольшие партии мелкосортной прокатной продукции возникает необходимость нагревать металл различного сортамента без остановки печи. Для таких условий работы печи трудно определить на практике переходной режим, т.е. частоту проталкивания заготовок, температуру в каждой зоне рабочего пространства, расход газа и другие параметры. В связи с этим возникает задача – разработать математическую модель переходного режима нагрева, который обеспечивал бы нагрев заготовок до заданного качества.
Одна из проблем, которая возникла в последнее время в прокатном цехе при нагреве квадратных заготовок сечением от 50 до 200мм, это необходимость нагревать в непрерывно работающей методической печи малые партии заготовок различного поперечного сечения без остановки нагревательной печи. Например, при производительности печи 40 т/ч и при заказе на данный вид металлопродукции в объеме 240 т печь должна работать чуть больше 6 часов, после чего должна перейти на нагрев заготовок большего или меньшего сечения, чтобы выполнить заказ по другому профилю металлопродукции.
В этом случае возникает проблема, какой тепловой режим необходимо устанавливать в каждой зоне печи, если в рабочем пространстве находятся одновременно заготовки различного поперечного сечения? Если сохранять прежний режим нагрева, то заготовки одного сечения будут не догреваться, а заготовки другого сечения перегреваться, что приведет к увеличению потери металла из-за брака после прокатки. Для решения этой проблемы необходимо было разработать промежуточный тепловой режим, который бы решал проблему качественного нагрева заготовок.
В нашей математической модели мы можем изменять марку стали, толщину заготовки и при этом получать определенную температуру и время нагрева.
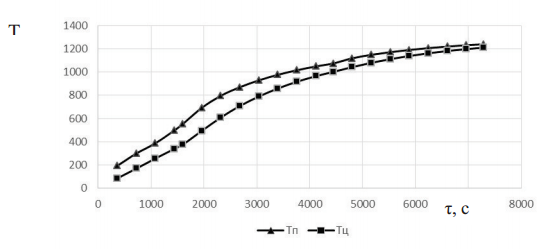
Результаты моделирования нагрева заготовок толщиной 0,21м и температуре пластичности 500 °C приведены на рисунке.
Рисунок – Нагрев заготовки толщиной 0,21м.
Для нагрева заготовок толщиной S=0,21 м необходим такой режим: на входе в методическую зону температура дымовых газов равняется tг=980 , по всей длине сварочной зоны температура газов tг=1300 . Такой режим обеспечивает получить температуру поверхности заготовки в конце методической зоны tп=503 , а в конце сварочной зоны температура поверхности tп=1240 , что соответствует технологии нагрева.
Также были проведены расчеты нагрева заготовок различного сечения при одновременном нахождении их в нагревательной печи и получены следующие данные (таблица).
Таблица – Изменение температуры поверхности металла при постоянном температурном режиме по длине печи и различной толщине заготовок
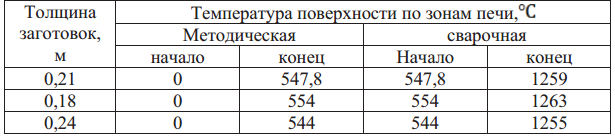
Как видно из приведенного выше анализа нагрева заготовок различного поперечного сечения, заготовки меньшего сечения по сравнению с исходными будут перегреваться, а большего сечения – не догреваться при условий их совместного нахождения в печи и при тепловом режиме нагрева исходной заготовки.
Эффективность практического применения переходных тепловых режимов может быть повышена при установке на печи плоско-пламенных горелок (полностью или частично), а математическая модель будет составной частью АСУ методической печи.