Рисунок 1 – Структурная схема устройства управления ленточным конвейером
Автор:Култыгина А.Ю., Неежмаков С.В.
Источник:Автоматизация технологических объектов и процессов. Поиск молодых. Сборник научных работ ХV научно-технической конференции аспирантов и студентов в г. Донецке 20-22 мая 2015 г. - Донецк, ДонНТУ, 2015. – 267 с.
Для эффективной работы разветвленной конвейерной линии с промежуточным бункером предлагается система автоматизации, которая включает в себя устройства управления участковым конвейером. Пуск конвейерной линии необходимо осуществлять в направлении, обратном грузопотоку, при этом каждый следующий конвейер должен включаться после установления нормальной рабочей скорости движения тягового органа предыдущего конвейера. При пуске приложено пусковое усилие, вызывающее возникновение упругой волны на участке ленты, связанной с приводным барабаном. Эта упругая волна распространяется вдоль ленты, ее скорость распространения зависит от многих факторов, в том числе и от изменения силы трения и ускорения. Учитывая эти особенности при пусковом режиме необходимо обеспечить: плавный пуск (для обеспечения безударного выбора люфтов в зубчатых передачах в начальный период трогания, предотвращения пробуксовки ленты на приводном барабане) и обеспечение минимальной продолжительности процесса пуска (с целью сокращения пусковых потерь в электроприводе с короткозамкнутым электродвигателем).
В рабочем режиме горной массы по транспортировки конвейерной линии возможно:
Возможны различные причины остановки конвейерной линии и отдельных конвейеров: оперативный, аварийный и экстренный остановы конвейера.
Цель разработки - повышение производительности ленточного конвейера, технологическая приспособленность к работе с системой автоматизированного управления, простота и удобство сообщения с оборудованием очистных и подготовительных забоев.
Это устройство должно обеспечивать работу при следующих условиях:
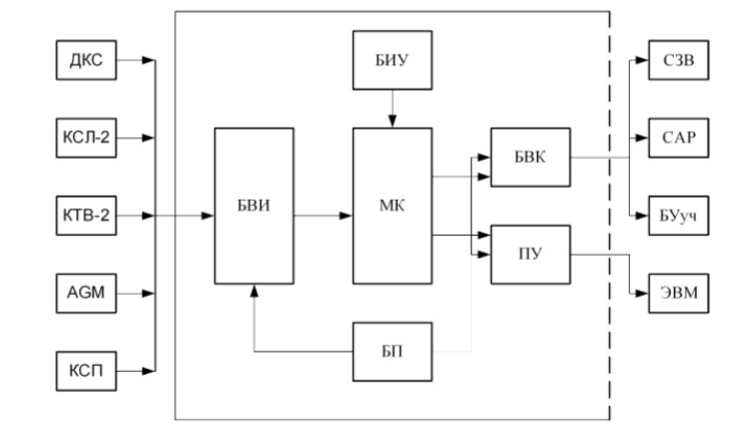
Структурная схема устройства управления ленточного конвейера приведена на рисунке 1
На рисунке 1 обозначено: ДКС - датчик контроля скорости ленты; КСЛ-2 - датчик контроля схода ленты; КТВ-2 - выключатель кабель-тросовый; AGM - аппаратура контроля загрузки угля в бункер; КСП - аппарат контроля скорости и пробуксовки; БП - блок питания; БУУК - блок управления участковым конвейером; ЭВМ - электронно-вычислительная машина; БВИ - блок ввода информации; МК - микроконтроллер; ПУ - преобразующий прибор; БИУ- блок индикации и управления; БП - блок питания; БВК - блок вывода команд управления; СЗВ - сигнализация звуковая взрывозащищенная; САР - система автоматического регулирования.
Рисунок 1 – Структурная схема устройства управления ленточным конвейером
Входные сигналы от устройств и датчиков поступают в блок БВИ, где выполняется:
Блок микроконтроллера БМ обеспечивает обработку информации и выработку команд управления. Микроконтроллер должен быть со встроенным АЦП.
Для передачи команд управления на исполнительные устройства блок БВК должен содержать тиристорные оптопары. Включение светодиода оптопары вызывает открытие тиристора. Тиристор оптопары должен включаться в цепь дистанционного управления пускателя ПВИ поводу шибера. Для исключения участкового конвейера в блоке БВК предусмотрено реле, контакты которого должны быть заведены в блок управления магистральным конвейером. Преобразующий устройство ПУ осуществляет двустороннюю связь с ЭВМ системы управления конвейерной линии: формирует необходимую контрольную информацию в ЭВМ, а также принимает от ЭВМ команде на загрузку или разгрузку бункера. Также адаптер передает информацию на мнемосхему диспетчера шахты для визуального контроля за состоянием бункера. Для этого предлагается использование интерфейса у типа RS-485 [1]. Функциональная схема приведена на рисунке 2.
Программа управления участковым конвейером осуществляется следующим образом. На начальном этапе осуществляется ввод значений контролируемых параметров Х1-Х5. Затем осуществляется проверка условия, работает магистральный ленточный конвейер. Если нет, то проверяется закрыт ли шибер промежуточного бункера. Если не закрыт, то подается команда на закрытие шибера, а если закрыт, тогда проверяем верхний уровень бункера. На следующем этапе осуществляется проверка заполнена ли емкость. Если емкость заполнена, то устройство управления подает сигнал на отключение участкового ленточного конвейера и выводится сообщение на ЭВМ. Иначе, работа в этом режиме будет осуществляться до тех пор, пока не будут изменены входные параметры. В противном случае, когда магистральный конвейер работает, проверяется открытие шибера бункера. Если нет, тогда подается команда на открытие, а вслед проверяется работа участкового конвейера и выводится сообщение на ЭВМ.
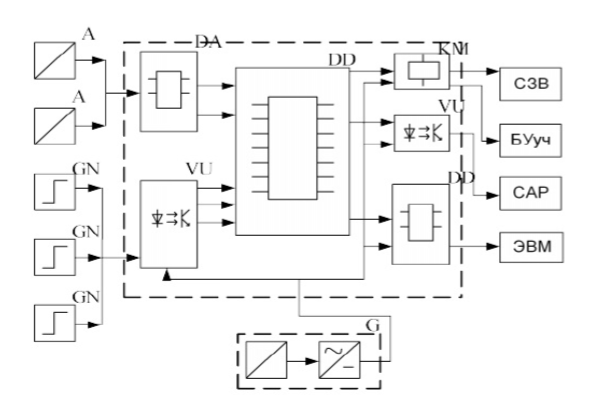
Рисунок 2 – Функциональная схема устройства управления ленточным конвейером
Для управления участковым конвейером разработан алгоритм управления участковым конвейером. Блок-схема алгоритма приведена на рисунке 3.
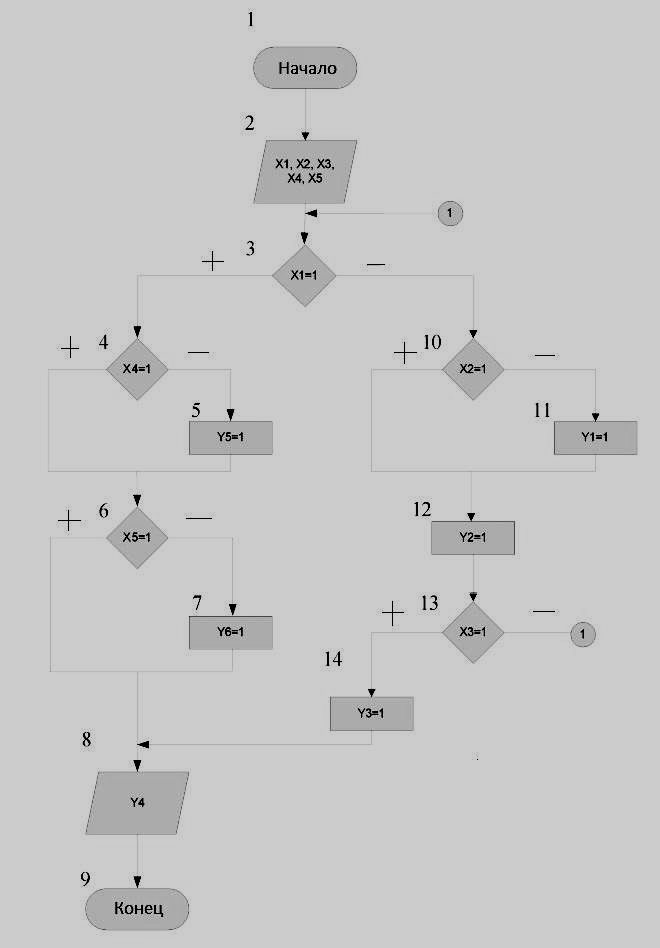
Рисунок 3 – Блок-схема алгоритма управления участковым конвейером
1. Схемотехника електронних систем: Учебник в двух томах / Жуйков В.А., Бойко В.И., Зори А.А., Певец В.М .. - М .: Аверс, 2002. - 772с. Том I. Аналогова схемотехника и импульсни устрои / Жуйков В.А., Бойко В.И., Зори А.А., Певец В.М .. - М .: Аверс, 2002. - 364 с. Том II. Цифрова схемотехника / Жуйков В.А., Бойко В.И., Зори А.А., Певец В.М., Багрий В.В .. - М .: Аверс, 2002. - 408 с.