Внутреннее шлифование
Источник: http://www.abrasive.ru/lib/teachfull...
Внутреннее шлифование. Здесь речь идет о процессе внутреннего шлифования. Дано определение, а также детально расписан сам процесс. Приведены и описаны виды внутреннего шлифования.
Внутреннее шлифование – шлифование поверхностей цилиндрических, конических и фасонных отверстий на универсальных и специальных станках. В зависимости от конструкции заготовки и станка, технических требований шлифование отверстий осуществляется:
В первом случае (рис. 1) шлифовальный круг и шлифуемая заготовка вращаются вокруг своих осей, а шлифовальная бабка получает подачу на глубину резания и совершает возвратнопоступательное движение со скоростью продольной подачи. Подача на глубину резания производится в конце каждого или двойного хода стола. Чаще шлифование производится при продольных подачах с автоматическим возвратно-поступальным перемещением стола. Длина рабочего хода стола устанавливается в зависимости от длины обрабатываемой заготовки. Продольная подача обычно принимается в долях высоты (H) шлифовального круга и не должна превышать 3/4 Н на один оборот заготовки. При обработке сквозных отверстий по методу продольных подач с целью исключения непрямолинейности образующей обрабатываемой поверхности вывод круга из контакта с отверстием (перебег) не должен превышать 1/3–1/2 высоты круга. Круг из обрабатываемого отверстия выводится только по окончании шлифования или в случае измерения диаметра отверстия. При предварительном шлифовании применяют повышенную скорость и подачу, при окончательном ее снижают. При высоких требованиях к шероховатости поверхности скорость возвратнопоступательного движения соответственно снижается. С целью повышения точности обрабатываемых отверстий число двойных ходов стола и частота оборотов заготовки не должны составлять передаточного отношения, равного целому числу.
При врезном шлифовании отверстий подача осуществляется только перпендикулярно оси отверстия, из-за чего форма рабочей поверхности круга переносится на обрабатываемую поверхность. Это предъявляет повышенные требования к характеристике шлифовального круга, его правке.
При бесцентровом внутреннем шлифовании заготовки базой является ее наружная поверхность, которая находится в контакте с поддерживаю-щим, прижимным и ведущим роликами (см. рис. 2). Для бесцентрового внутреннего шлифования, например для шлифования поршневых колец, применяют круги типа ПП наружным диаметром 80 – 100, высотой 75 – 100 мм на керамической связке.
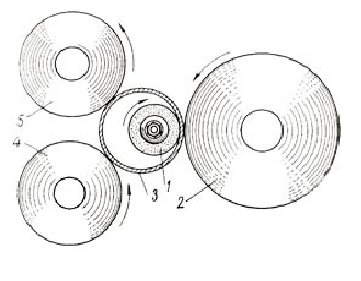
Чтобы обеспечить концентричность обрабатываемой поверхности отверстия к наружной поверхности и перпендикулярности оси отверстия торцам, бесцентровое внутреннее шлифование осуществляется после наружного шлифования заготовки и ее торцов. Все погрешности наружных поверхностей заготовки из-за ее базирования по ним при бесцентровом внутреннем шлифовании переносятся на внутреннюю поверхность. Поэтому, чем точнее осуществлена предшествующая обработка, тем меньшие отклонения от необходимых параметров концентричности и перпендикулярности будут иметь при бесцентровом шлифовании обрабатываемые отверстия.
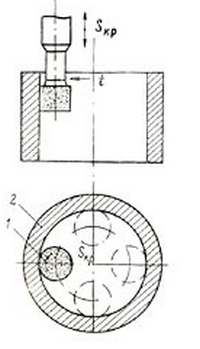
Шлифование отверстий в тяжелых и крупногабаритных заготовках производится на внутришлифовальных планетарных станках. На этих станках шпиндель шлифовального круга вращается с рабочей скоростью (20 – 35 м/с) вокруг своей оси и одновременно со скоростью круговой подачи Sкр (2 – 4 м/мин) вокруг оси обрабатываемой заготовки, которая во время обработки отверстия остается неподвижной (см. рис. 3). Скорость планетарного действия (круговой подачи) зависит от величины смещения оси круга относительно оси заготовки и уменьшается с увеличением диаметра обрабатываемого отверстия.
Внутреннее шлифование чаще всего применяется при обработке точных отверстий в закаленных заготовках или в заготовках из высокотвердых и труднообрабатываемых материалов, точных отверстий с пересеченной поверхностью (выточек, шпоночных и шлицевых пазов), глухих отверстий и др.
При шлифовании отверстий помимо точности размера и требуемой шероховатости поверхности обеспечивается точность формы (цилиндричность, прямолинейность, перпендикулярность оси отверстия торцам, а также концентричность по отношению к наружным поверхностям). Особенностью и несомненным достоинством внутреннего шлифования является возможность исправления смещения геометрической оси отверстия, вызванного предшествующими шлифованию операциями.
Внутреннее шлифование обычно ведется кругами, диаметр которых составляет 0,6 – 0,8 диаметра шлифуемого отверстия. С увеличением диаметра круга улучшаются условия шлифования: увеличиваются рабочая скорость, число режущих зерен. Однако при внутреннем шлифовании площадь контакта между кругом и заготовкой значительно больше, чем при круглом или при плоском шлифовании периферией круга, причем она особенно велика при шлифовании отверстий небольшого диаметра. Большая площадь контакта круга с заготовкой заставляет применять круги более крупнозернистые, более мягкие и с открытой структурой, что предотвращает прижоги и обеспечивает лучший выход стружки. При шлифовании прерывистой поверхности отверстия рекомендуется применять круг несколько тверже, чем при обработке сплошного отверстия, так как кромки такой поверхности действуют на круг как правящий инструмент.
С повышением скорости вращения заготовки нагрузка на абразивные зерна круга увеличивается, толщина стружки возрастает и круг изнашивается быстрее. Во избежание этого следует увеличивать рабочую скорость круга или брать круги несколько большей твердости. Малая рабочая скорость кpyгa при внутреннем шлифовании также приводит к его повышенному износу. Поэтому во всех случаях при внутреннем шлифовании рекомендуется работать на максимальных рабочих скоростях круга.
На современных внутришлифовалыных станках возможна одновременная обработка отверстия и торца, что обеспечивает повышение точности и производительности труда, а также высокую степень перпендикулярности торцовой поверхности к оси отверстия обрабатываемой заготовки.
Для внутришлифовальных операций выпускаются шлифовальные круги различных размеров и типов, в частности круги типа ПП диаметром 5 – 150, высотой 13 – 20 мм. При обработке заготовок, у которых одновременно со шлифованием отверстия требуется подрезка торцовой части, или в тех случаях, когда посадочное место на шпинделе мало, а для успешного выполнения шлифования требуется применение круга относительно большой высоты, применяются круги типа ПВ наружным диаметром 10–150 мм. Для внутреннего шлифования иногда применяют также толстостенные чашечные круги типа ЧЦ, позволяющие вести одновременную обработку отверстий и торцов заготовки.
При внутреннем шлифовании во избежание вибраций, ухудшающих качество обработанной поверхности и повышающих износ круга, важен подбор шлифовального шпинделя определенной длины (наименьшего для данной глубины шлифования) и жесткости.
Во избежание конусности отверстия при шлифовании на проход круг должен выходить из обоих его концов на одинаковую длину, а при шлифовании глухих отверстий его следует выводить из открытого конца как можно меньше.
Тонкостенные заготовки во избежание коробления следует шлифовать с уменьшенной глубиной и повышенной продольной подачей. Для более точной обработки отверстий малых диаметров рекомендуется шлифовать их с большей продольной подачей и меньшей глубиной шлифования.
В последние годы заметна общая тенденция повышения рабочей скорости при внутреннем шлифовании за счет повышения быстроходности шпинделей станка. Для шлифования с повышенной рабочей скоростью используются круги высокой прочности. При увеличении рабочей скорости уменьшается радиальное отжатие в системе станок – круг – заготовка, увеличивается количество абразивных зерен, участвующих за единицу времени в резании, уменьшаются нагрузка на отдельное зерно и время контакта отдельного зерна с обрабатываемой поверхностью. Точность обработки в этом случае повышается за счет уменьшения отжатий в системе, что позволяет увеличить подачу и повысить стойкостную наработку круга.
При внутреннем шлифовании рекомендуется применять охлаждение для отвода тепла, образующегося при резании.
Шлифование цилиндрических, конических или фасонных отверстий требует правильного расположения оси шпинделя шлифовального круга и оси обрабатываемого отверстия в горизонтальной и вертикальной плоскостях. Их перемещение или отклонение от параллельности ведет к отклонению шлифуемых поверхностей заготовок как в осевом, так и в диаметральном направлениях.
Чтобы повысить точность обработки, производительность труда и уменьшить расход шлифовальных кругов, внутреннее шлифование рекомендуется осуществлять с максимально допустимой рабочей скоростью.