Аннотация
Бесцентровое наружное шлифование алмазно-абразивным инструментом. Рассматривается метод бесцентрового шлифования алмазно-абразивным инструментом, приведены схемы обработки, а также формулы для расчета режимов резания.
Бесцентровое наружное шлифование является одним из видов шлифования, при котором базирующей является сама обрабатываемая поверхность (рис. 1).
К основным параметрам бесцентрового шлифования относятся: ско-рость круга Vk и скорость изделия Vе (последняя определяется скоростью вращения ведущего круга Vв.к.), величина продольной подачи круга Snp, глубина микрорезания t. Важное значение для результатов обработки имеет характеристика шлифующего круга. Его скорость, как и при круглом шлифовании, достигает 30 – 35 м/с, а ведущего круга – 35 – 60 м/мин.
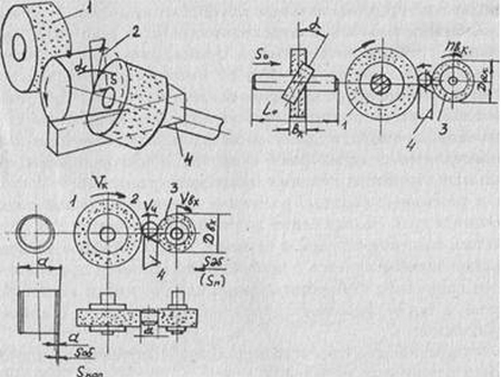
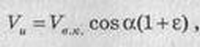
Рис. 1. Схемы наружного бесцентрового шлифования: а – общая схема; б – с продольной подачей; в – с поперечной подачей; 1 – шлифовальный круг; 2 – деталь; 3 – ведущий круг; 4 – опора.
Скорость продольной подачи находится в пределах 400 – 4000 мм/мин (наиболее часто применяемая S0 = 1000 – 2000 мм/мин). Для сообщения детали вращения и продольной подачи ведущий круг развернут на угол α =1 – 5°. Окружная скорость шлифуемой заготовки определяется по формуле:
где е = 0,04 – 0,07.
Шлифуемая заготовка вращается со скоростью, близкой к скорости вращения ведущего круга.
Величина продольной подачи определяется по формуле:

где η – коэффициент осевого проскальзывания, равный 0,9 – 0,95.
Глубина микрорезания при бесцентровом шлифовании достигает 0,01 – 0,4 мм. Величина снимаемого припуска может достигать от 0,05 до 1 – 2 мм.
Бесцейтровым шлифованием возможна обработка наружных цилиндрических поверхностей гладких и ступенчатых, гладких конических, сферических, фасонных (при соответствующей правке рабочей поверхности кругов), точность обработки при этом – 2 – 3-й класс (7 – 9-й квалитет) и выше, а шероховатость Ra = 1,25 – 0,16 мкм. При шлифовании с продольной подачей цилиндрической заготовки диаметром до 30 мм можно достичь за несколько проходов точности обработки 0,001 – 0,005 мм и шероховатости Ra = 0,32 – 0,08 мкм.
Различают три разновидности бесцентрового наружного шлифования: сквозное, до упора, врезное. При первых двух методах шлифование осуществляется с продольной подачей. Сквозное шлифование применяется для обработки гладких цилиндрических поверхностей (поршневые и рессорные пальцы, ролики и наружные кольца подшипников качения и др.). Шлифование до упора применяется для обработки ступенчатых валиков, втулок с буртами и т. п. Врезное бесцентровое шлифование осуществляется с поперечной подачей и применяется для обработки гладких и ступенчатых цилиндрических и конических поверхностей, а также фасонных поверхностей вращения с криволинейной образующей.
Для осуществления процесса применяют бесцентровошлифовальные станки различных моделей.
Выбор характеристики шлифующего круга осуществляется так же, как и при круглом шлифовании. Ведущий круг чаще изготавливается на бакелитовой связке, в ряде случаев его заменяют металлическим (например, из алюминиевого сплава). Для повышения производительности и качества обрабатываемой поверхности применяют широкие круги (до 800 мм).
Бесцентровое шлифование применяется в условиях массового и реже серийного производства.
По сравнению со шлифованием в центрах бесцентровое шлифование имеет следующие преимущества: меньшее вспомогательное время; меньшая величина припуска; более интенсивная обработка вследствие большей устойчивости обрабатываемой заготовки без снижения при этом точности; более высокая точность и стабильность размеров и формы; бесцентровошлифовальные станки хорошо поддаются автоматизации и сравнительно легко встраиваются в автоматические линии.
Недостатками бесцентрового шлифования являются более сложная наладка, ограниченная номенклатура обрабатываемых изделий, невозможность обеспечения концентричности внутренних и наружных поверхностей.