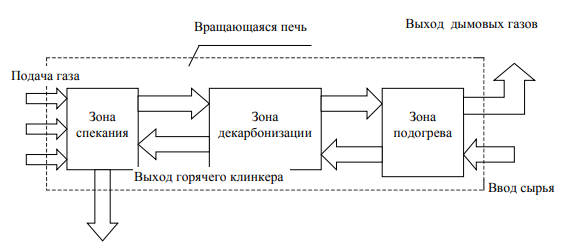
Рисунок 1 – Основные температурные зоны обжиговой печи
Авторы: Ю. А. Козак, В. С. Михайленко
Источник: Одесская национальная академия связи им. А. С. Попова
Обжиговая печь для производства цементного клинкера представляет собой вращающуюся на специальных опорах трубу (корпус печи), в которую поступает сырьевая известняково‑глиняная смесь. Вследствие вращения и некоторого наклона корпуса смесь постепенно перемещается вдоль корпуса, проходя последовательно зоны подогрева, декарбонизации, спекания и предварительного охлаждения. Сырьевая смесь поступает в короткую вращающуюся обжиговую печь, в которой происходят процессы декарбонизации и спекание смеси до высоких температур с последующим образованием клинкера.
Головная часть печи включает в себя установку для подачи первичного воздуха и газа в форсунки печи. В обжиговой печи откорректированную и перемешанную сырьевую смесь подвергают постепенному нагреву до 14500 и последующему охлаждению, в процессе которых смесь претерпевает сложные физические и химические превращения. По характеру процессов, протекающих в сырьевой смеси во время ее нагревания выделяют следующие температурные зоны: до 0–8000 °С – подогрева (дегидратации), 800–11000 °С – декарбонизации (кальцинирования); 1100–13000 °С – экзотермических реакций, 1300–1450–13000 °С – спекания и 1300–10000 °С – охлаждения (рис.1)
Структуры систем автоматической стабилизации температуры клинкера во вращающихся печах во многом зависят от способа производства цемента, вида топлива, типа холодильника и габаритов печей. Многочисленные исследования показывают, что технологические и теплотехнические процессы, протекающие во вращающихся печах, характеризуются многообразием и сложной взаимосвязью, что существенно затрудняет создание эффективной систем автоматизации. Физические и химические процессы, происходящие во вращающейся печи весьма сложны, зачастую протекают в неопределенных условиях, поэтому управление печью является одной из труднейших задач в рассматриваемой области.
Основные технологические режимы работы обжиговой печи контролируют опытные операторы, и часто переходя на ручной режим управления, они обеспечивают более высокую эффективность протекания технологического процесса. Для использования их знаний и опыта предлагается применить теорию нечетких множеств.
Рисунок 1 – Основные температурные зоны обжиговой печи
Перспективным направлением в развитии нечеткого управления является лингвистический анализ переходных процессов регулирования, когда показатели качества таковых даны в виде таблиц лингвистических правил. В этом случае возможно создание адаптивной нечеткой системы управления, которая, исходя из информации о качестве процесса, будет производить коррекцию правил таблиц нечеткого вывода для сохранения заданного качества процессов управления при изменении значений параметров объекта выходящих за допустимые пределы.
Принцип работы адаптивного нечеткого регулятора заключается в том, что при значительном изменении параметров объекта управления сложившейся текущей ситуации, определяемой отклонением (е) и производной отклонения (е*), таблица лингвистических правил (ТЛП) выбирает действие, уже не обеспечивающее необходимое качество регулирования. Одновременно с этим получая информацию об изменении параметров объекта, содержащихся в ситуации (е, е*), блок адаптации или таблица лингвистических правил адаптации (ТЛПА) формирует такую последовательность правил, которые приводят к желаемой переходной характеристике системы управления (рис. 2).
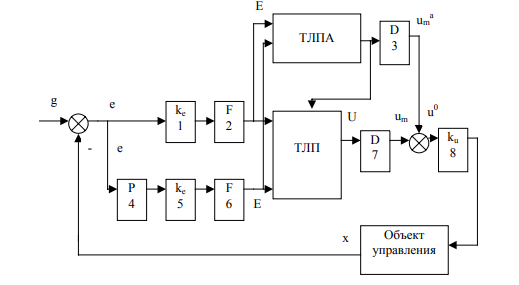
Рисунок 2 – Схема нечеткой адаптивной системы управления
На (рис. 2). блоки 1, 5, 8 выполняют функции масштабных элементов с коэффициентами kе, ku, блок 4 является дифференциатором, в элементах 2 и 6 происходит этап фаззификации входных значений, а элементах 3 и 7 – этап деффазификации выходных управляющих воздействий
Для разработки ТЛПА задается желаемый вид процесса управления. Необходимо отметить, что трудно представить точную траекторию желаемой реакции объекта управления, а иногда просто нецелесообразно предъявлять к проектируемой системе идеализированные жесткие требования. Эффективнее будет выделение некоторой допустимой области, внутри которой качество работы системы управления воспринималось бы как удовлетворительное и лишь при нарушении границ области применялись бы некоторые адаптирующие воздействия. Очень часто эксперт способен интуитивно выделять допустимую область, основываясь на своем опыте, а также из концептуальной модели о желаемой реакции объекта управления.
1. Инцелев Р. И., Кацман А. Д., В. С. Шидлович. Автоматизированное управление обжигом при производстве цемента.–Л.:Стройиздат,1988.– 152 с.
2. Заде Л. Понятие лингвистической переменной и его применение к принятию приближенных решений . – М.: Мир, 1976 . – 289 с.
3. Алиев Р. А., Церковный А. Э., Мамедова Г. А. Управление производством при нечеткой исходной информации. М.: Энергоиздат. 1991. – 234 с.
4. Нечеткие множества в моделях управления и искусственного интеллекта/ Под.Ред. Д. А. Поспелова – М.: Радио и связь, 1982. . – 490 с.
5. Леоненков А. Ю. Нечеткое моделирование в среде Matlab и fuzzyTech. – С. – Птб.: БХВ, 2003. – 720 с.