Аннотация
Д. Е. Гапонов, Е. Ю. Кузнецов, А. С. Ямников – АНАЛИЗ СПОСОБОВ НАРЕЗАНИЯ РЕЗЬБЫ ЧЕРВЯКОВ Рассмотрено влияние схемы нарезания червяков на производительность. Показано, что наивысшую производительность можно достичь при охватывающем резьбофрезеровании.
Введение
Нарезание резьбы червяков может осуществляться профильными резцами на токарно-винторезных станках, позволяющих нарезать модульную резьбу. Наиболее точно шаг червяка можно обеспечить на станках с ходовым винтом, шаг которого кратен π. Черновое нарезание витка червяка следует производить резцом, установленным по оси заготовки, т.к. в этом случае создаются наиболее благоприятные условия резания.
Общее содержание
Черновое нарезание червяка любого профиля можно производить двусторонним резцом прямолинейного профиля. При этом архимедов червяк будет иметь теоретически правильный профиль витков, а два других типа червяков получат искажения профиля, которые должны быть устранены при чистовом нарезании.
Чистовое нарезание для получения правильного (без теоретических искажений) профиля целесообразно производить резцами прямолинейного профиля, учитывая особенности каждого типа червяка посредством соответствующей установки резца. При обработке архимедова червяка, имеющего прямолинейный профиль в осевом сечении, резец устанавливают так, чтобы его режущие кромки лежали в плоскости оси червяка.
Конволютный червяк может иметь прямолинейный профиль в сечении, нормальном к впадине, или сечении, нормальном к витку. Резцы, имеющие прямолинейный профиль, устанавливаются так, чтобы режущие кромки лежали в плоскости соответствующего сечения. Нарезание конволютного червяка первого типа производится двусторонним резцом, а второго типа – раздельно правой и левой сторон витка односторонними резцами. Эвольвентный червяк имеет прямолинейный профиль в сечении плоскостью, касательной к основному цилиндру. Резцы, имеющие прямолинейный профиль, устанавливаются так, чтобы их режущие кромки лежали в горизонтальных плоскостях, касательных к основному цилиндру. Обработка со смещением от осевой плоскости при углах подъема витка более 5 градусов не рекомендуется из-за неблагоприятных условий резания. Поэтому червяки с углом подъема более 5 градусов рекомендуется резать резцами с криволинейным профилем с установкой их в осевом или нормальном сечении.
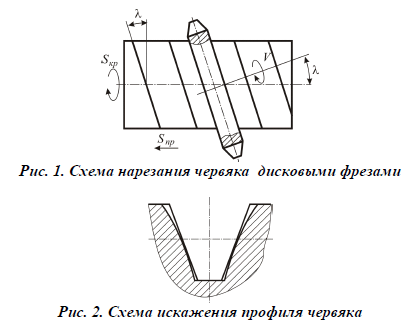
Нарезание червяков возможно дисковыми фрезами на резьбофрезерных станках. Фрезу устанавливают так, чтобы ее ось вращения была бы наклонена на угол подъема витка червяка λ на среднем диаметре. При такой установке червяк профилируется в нормальном сечении по впадине. Поэтому для конволютного червяка фреза должна иметь прямолинейный профиль, а для архимедова и эвольвентного криволинейный. Он должен специально рассчитываться. Но даже при нарезании конволютного червяка неизбежны завалы или искажения профиля витка у основания и на вершине из-за разных углов подъема витка λ на внутреннем и наружном диаметрах (рис. 1).
Эти искажения возрастают с увеличением угла λ, диаметра фрезы и модуля червяка (рис. 2). Поэтому необходимо корректировать профиль фрезы. Фрезы с рассчитанным криволинейным профилем могут использоваться только для одного конкретного червяка, то есть они лишены универсальности. Обладая значительно большей производительностью, чем нарезание резцами, дисковые фрезы при нарезании червяков не обеспечивают достаточной точности и качества поверхностей витков червяка. Они применяются в основном для чернового фрезерования. В этом случае можно использовать фрезы с прямолинейным профилем, оставляя припуск под чистовую обработку, превышающий получаемую погрешность профиля червяка.
При нарезании червяков пальцевыми (концевыми) фрезами кинематика процесса полностью аналогична дисковому фрезерованию. Фрезу устанавливают так, чтобы ее ось вращения пересекала ось червяка под углом 90° для нарезания крупномодульных червяков в единичном и мелкосерийном про- изводствах. Возможно нарезание червяков червячными фрезами по методу обката, так как любой червяк можно рассматривать как зубчатое колесо с числом зубьев, равным числу заходов червяка.
Вывод
Перспективным является вариант нарезание профиля червяка, фрезами при котором после нарезания по эвольвентному профилю необходимо обеспечить соответствующее пятно контакта. Это позволит выйти на новый качественный уровень производства червяков.
Список использованной литературы
1. Прогрессивная технология обработки винтовых поверхностей и
резьб./ А. С. Ямников [и др.]. Тула: Изд-во ТулГУ, 2008, 233с.
2. Солянкин Д. Ю., Ямников А. С. Относительная производительность фрезоточения резьб/Известия ОрелГТУ. Серия «Фундаментальные и
прикладные проблемы техники и технологии». №6(284) 2010. С. 109-114.
3. Солянкин Д. Ю., Ямников А. С. Фрезерование резьб винтовой фрезой с радиальной подачей /Известия ТулГУ. №4. 2010. Ч. 2. С. 79-85.
4. Солянкин Д. Ю., Ямников А. С., Ямникова О. А. Фрезоточение резьб. Обоснование технологии и конструкций инструмента/ Монография,
Изд-во Ламберт, ФРГ. 2012. 176 с.