ИГОЛЬНАЯ
СТАЛЬ - ОСОБЕННОСТИ ПРОИЗВОДСТВА И ТЕРМООБРАБОТКИ
ИЗДЕЛИЙ ИЗ НЕЕ
Басенко
Л.М., Алимов В.И
Донецкий национальный технический университет
История швейной иглы
гласит, что первые швейные иглы были найдены в южной части Франции и в Средней
Азии, причем возраст их составлял 15-20 тысяч лет. В Европе массовое
производство швейных иголок началось только в XIV веке [1]. В
середине XIX века в Англии, были придуманы
станки, которые «умели» в небольшом кусочке проволоки, проделывать ушко. С этих
пор и надолго Англия стала одним из основных
производителей и экспортеров швейных игл, в конструкции которых было введено
новшество, а именно — ушко для нитки (рис. 1). [2].
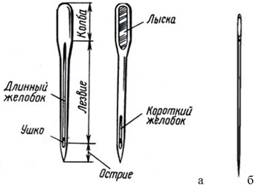

Рисунок 1 – Игла машинная (а)
бытовая (б) и иглы хирургические (в).
Технологическая схема технологического процесса игольно-платинного производства
(рис. 2) включает
следующие основные этапы:
![]()
![]()
![]()
![]()
![]()
![]()

Рисунок 2 -
Технологическая схема технологического процесса игольно-платинного производстваВ зависимости от вида иглы требуют для своего
изготовления до 35 операций. Кроме того они
подвергаются многочисленным стадиям контроля до превращения в готовое
изделие. Проволока поставляется в
форме кольца, механически рихтуется и отрезается на заданную длину. Конец куска
проволоки шлифуется с получением конической формы [3].
В зависимости от цели применения иглы или хромируют, или подвергают
другой поверхностной обработке, например, наносят тефлоновое покрытие [4].
Сталь для игольной проволоки, содержащая углерод, марганец, кремний, хром,
никель, медь, серу, фосфор, железо, может дополнительно содержать ванадий
и азот при следующем соотношении компонентов, % мас.
Таблица 1 – Химический
состав сталей для игольной проволоки по ГОCТ 1435,% масс. [5].
|
С |
Mn |
Si |
Cr |
Ni |
Сu |
S |
P |
V |
N |
Fe |
|
0,95-1,04 |
0,15-0,35 |
0,15-0,35 |
0,20- 0,3 |
0,05-0,25 |
0,15-0,25 |
0,001-0,007 |
0,003-0,015 |
0,06-0,10 |
0,005-0,015 |
2 |
Колебание содержания углерода в мотке проволоки не должно
превышать 0,05%.
|
Марка
проволоки |
Марка стали |
|
И1 |
У7А |
|
И2 |
У8А |
|
И3 |
У10А |
|
И4 |
У9А |
На основании
данных, взятых из ГОСТ-1435 [5], и данных, наблюдаемых нами,
с помощью непараметрического критерия ![]() 2, оценивали достоверность значений твердости образцов
после закалки в воде по НRC.
2, оценивали достоверность значений твердости образцов
после закалки в воде по НRC.
В таблице 1
внесены прогнозируемые значения твёрдости
и ожидаемая частота их появления.
Таблица 1- Твердость образцов игольных сталей
после закалки в воде
|
Условный код |
Марка стали |
Ожидаемая частота ƒе |
Наблюдаемая частота ƒо |
Разность (ƒе-ƒо) |
|
1 |
У7А |
63 |
57 |
6 |
|
2 |
У8А |
63 |
57 |
6 |
|
3 |
У9А |
63 |
57 |
6 |
|
4 |
У10А |
63 |
57 |
6 |
|
5 |
У11А |
63 |
58 |
5 |
|
6 |
У12А |
64 |
59 |
5 |
|
7 |
У13А |
64 |
59 |
5 |
![]() 2экс находили по формуле :
2экс находили по формуле : ![]() 2экс =
2экс =![]() ;
;
![]() 2экс=
2экс=![]() +
+
![]() +
+ ![]() +
+ ![]() +
+ ![]() +
+ ![]() +
+ ![]() = 3,4
= 3,4
По
таблице: К =6 (число степеней свободы)
![]() 2крит. для
Р0,05 =12,6
2крит. для
Р0,05 =12,6
При сравнении ![]() 2экс. с критическим значением видно, что
2экс. с критическим значением видно, что
![]() 2экс ~
2экс ~ ![]() 2крит
2крит
![]() 2
2
Так как ![]() 2крит
>
2крит
>
![]() 2экс , то различия в ожидаемых и фактических частотах не достоверны,
т.е. нет оснований признать, что значения твердости сильно отличаются.
2экс , то различия в ожидаемых и фактических частотах не достоверны,
т.е. нет оснований признать, что значения твердости сильно отличаются.
Выводы. Проволока является универсальным
конструкционным материалом: изделиями массового потребления, изготовляемыми из
проволоки, являются иглы. Сила проникновения иглы зависит, в большей мере, от
ее формы, а также полировки и протравки микропрофиля конца иглы, чем от
качества стали. Из рассмотренного
примера применения непараметрического критерия ![]() 2, следует, что этот критерий позволяет оценивать достоверность
значений твердости игл (НRC) и
других свойств, а также корректно сравнивать качество игл различных
производителей.
2, следует, что этот критерий позволяет оценивать достоверность
значений твердости игл (НRC) и
других свойств, а также корректно сравнивать качество игл различных
производителей.
Литература:
1. Парусов, В.В. Усовершенствование технологии
производства игольной проволоки / В.В. Парусов, В.Н. Прокофьев, И.И. Долженков,
М.И. Сорокин, В.З Марченко, Н.П. Нестерова // Журн.
«Сталь» - 1980. - № 12 – С. 1090 – 1092.
2. Свой бизнес: производство швейных игл [Электронный ресурс] – Режим доступа:
http://www.openbusiness.ru/html/dop11/shveinie-igli.htm - Загл.
с экрана.
3. Алимов В.И. Свойства проволоки
после воздушной сорбитизации заготовки с переохлаждением / В.И. Алимов // Прогресивні технології у металургії сталі ХХІ сторіччя: труди 3-ї міжнародної технічної конференції, 30 жовт. – 02 лист. 2006 р. – Донецк, 2007. – С. 370-372.
4. Оборудование швейного
производства : справочник / Н.М Вальщиков, А.И. Шарапин, И.А Идиатулин, Ю.Н.
Вальщиков. – М.: Легкая индустрия, 1977. – 520 с.
5. ГОСТ 1435-99 Прутки, полосы и
мотки из инструментальной нелегированной стали. Технические условия. – Введ. 2001-09-01. - М.: Изд-во стандартов, 2001. – 20 с.
ИГОЛЬНАЯ СТАЛЬ - ОСОБЕННОСТИ
ПРОИЗВОДСТВА И ТЕРМООБРАБОТКИ ИЗДЕЛИЙ ИЗ НЕЕ
Донецкий национальный технический
университет
Научный руководитель: профессор
Алимов В.И.