Тема магисторской работы: Исследование динамических режимов главного привода обжимного стана и разработка системы контроля и управления скоростными режимами.
Автор: магистр электротехнического
факультета ДонГТУ Розкаряка П. И.
(Главы из работы)
Режим работы обжимных реверсивных станов.
Режим работы реверсивных станов характеризуется тем, что направление вращения валков меняется после каждого прохода, и прокатка слитка осуществляется в прямом и обратном направлениях. К реверсивным станам горячей прокатки относятся блюминги, слябинги, тонколистовые станы, обжимные клети рельсо-балочных, широкополосных, крупносортовых, трубозаготовочных станов. Наибольший интерес представляют электроприводы блюмингов и слябингов - основных обжимных реверсивных станов, через которые проходит практически весь прокатываемый в слитках металл.
Блюминги и слябинги характеризуют диаметром рабочего валка. Различают малые блюминги с диаметром валка 850-900 мм и большие блюминги с диаметром валка 1000-1300 мм.
Слитки массой до 25 т прокатывают в заготовки сечением 150x150-400x400 мм на больших блюмингах и 125x125-200x200 мм на малых блюмингах. Число пропусков зависит от массы слитка и поперечного сечения блюмов и составляет 11-25. Характерным для таких станов также является захват и выброс металла при пониженной скорости вращения. Захват заготовки происходит при скорости 1-1,75 м/с (20-35 об/мин), после чего скорость валков стана увеличивается до рабочей, а перед выходом слитков из валков их скорость снижают до 1,5-2 м/с (30-40 об/мин), чтобы сократить время на последующий возврат слитка к валкам. Через 2-4 пропуска слиток кантуют, и в пропуске перед кантовкой выброс металла происходит на полной рабочей скорости. Максимальная скорость прокатки в последних пропусках при большой длине раската достигает 5-6,5 м/с.
На действующих блюмингах для большинства пропусков время нахождения металла в валках порядка 2-3 с, а время пауз между пропусками 1,5-4,5 с. время нахождения металла в валках блюминга немного превышает суммарное время пауз за время цикла. Общее время пауз в основном определяется временем перемещения валков (как правило, это время больше времени возврата слитка к валкам). Режим работы двигателя характеризуется высокой частотой пусков, реверсов и торможений, достигающей 1200-1500 включений в час. При этом ускорения составляют 40-80, достигая в некоторых случаях 100 об/мин/с и более.
Характерной особенностью работы обжимных станов с реверсивными приводами является тяжелый режим их нагружения: резкое приложение нагрузок при захвате металла валками, удары тяжелых слитков о валки, удары в зазорах при их замыкании под нагрузкой, буксование валков, тяжелые режимы переходных процессов, обусловленные форсированным разгоном и торможением двигателя. На работу обжимных станов отрицательно влияет также резкое повышение технологических нагрузок вследствие прокатки недогретого металла, увеличения обжатия по вине оператора и т.д. Обеспечение высокой производительности таких станов требует совершенных систем электропривода и систем автоматики.
С учетом специфических особенностей работы к главному приводу предъявляют высокие требования, основные из которых следующие: широкий диапазон и плавность регулирования скорости; оптимальное протекание переходных процессов, учитывая то, что стан работает в основном в переходных режимах; экономичность регулирования, высокая перегрузочная способность; эксплуатационная надежность; высокие динамические качества, в частности минимальный момент инерции, должно быть обеспечено так называемое лыжеобразование (во время прокатки головная часть заготовки не должна загибаться вниз во избежание ударов по рольгангу и его разрушения, и для равномерно нагретой заготовки изгиб заготовки вверх осуществляется несколько большей скоростью вращения нижнего валка в момент входа металла в валки) и т. п.
Обжимные станы имеют в основном безредукторный электропривод постоянного тока по системе ТП-Д или Г-Д - индивидуальный, либо групповой с шестеренной клетью. В приводе используются реверсивные прокатные электродвигатели специального металлургического исполнения с повышенной механической и электрической прочностью (усиленные подшипники и крепление обмоток якоря, теплостойкая изоляция и т. п.). Перегрузочная способность составляет 2,5-3; станины двигателей выполняются разъемными для удобства монтажа и ремонта. Мощность главного привода горизонтальных валков достигает 12-13 МВт, поэтому современные обжимные станы имеют только индивидуальный привод валков. Напряжение двигателей 750-1000 В, частота вращения 50-65 об/мин и максимальная при ослабленном поле до 120 об/мин.
Иногда применяют в главных приводах и двигатели переменного тока с системой непосредственный преобразователь частоты - синхронный двигатель (НПЧ-СД) [ ]. Такие станы применяют в Японии и ФРГ. Так, для стана 5500 фирмы "Диллинген Хютте" ФРГ для привода валков использованы два синхронных двигателя мощностью по 10920 кВт с диапозоном скоростей 58,5-112,5 1/мин. По сравнению с двигателями постоянного тока (8000 кВт) значительно уменьшен момент инерции (79 тм2 вместо 89 тм2 ), а к.п.д. увеличен до 0,972 (для двигателя постоянного тока 0,927). Предельный момент равен 1,785 .
На рис.1.1 приведены элементы блюминга с групповым и индивидуальным приводом валков. При групповом приводе (рис.1.1 слева) один двигатель обеспечивает вращение рабочих валков через шестеренную клеть и универсальные шпиндели. При индивидуальном приводе валков каждый рабочий валок получает вращение от своего двигателя через универсальные шпиндели (рис.1.1 справа).
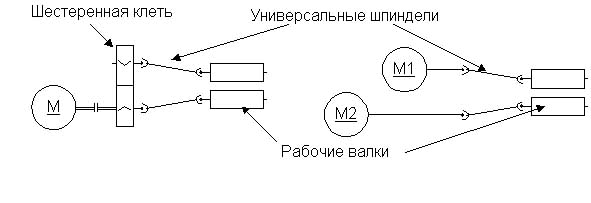
Рисунок 1.1- Блюминг с групповым и индивидуальным приводом
Внедрение индивидуального привода валков реверсивных обжимных станов было обусловлено следующими преимуществами:
1) увеличением мощности агрегата;
2) уменьшением суммарного махового момента привода, благодаря чему обеспечиваются лучшие динамические свойства привода;
3) отсутствием точной подгонки валков по диаметру;
4) отсутствием шестеренной клети и связанных с нею потерь и расходов на смазку;
5) облегчением условий изготовления и транспортировки двигателей меньшего габарита.
Увеличение мощности агрегата при снижении суммарного махового момента позволяет получить большие ускорения, увеличить среднюю мощность прокатки, уменьшить время цикла иувеличить производительность стана.
В процессе обжатия с каждым пропуском момент прокатки снижается, а длина полосы растет. С целью повышения производительности стана в этом случае целесообразно повысить скорость привода выше основной, используя двухзонное регулирование. Однако при снижении магнитного потока и увеличении скорости двигателя изменяется его перегрузочная способность, что необходимо учитывать в целях обеспечения надежной и эффективной работы электропривода.
Характер изменения перегрузочной способности двигателя при изменении скорости иллюстрируют так называемые эксплуатационные характеристики двигателя. Они дают зависимость макимально допустимых значений момента M, мощности P и тока I двигателя от скорости его вращения n.
Для двигателей реверсивных обжимных станов различают номинальные, максимальные рабочие и максимальные отключаемые моменты, токи и мощности.
Необходимость таких характеристик обусловливается тем, что на реверсивных станахускорение производится со слитком в валках и двигатель, кроме преодоления технологического момента прокатки, должен обеспечивать динамические моменты для получения требуемых ускорений.
Допустимые значения тока, момента и мощности двигателя приведены на рис. 1.2, на котором также показано, как изменяется напряжение и поток двигателя.
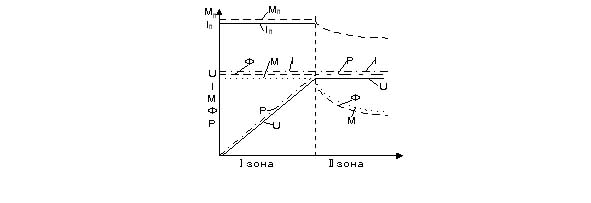
Рис 1.2 Эксплуатационные характеристики прокатного двигателя
Номинальные эксплуатационные характеристики строят для длительного режима работы, исходя из условия, что ток якоря, определяющий нагрев двигателя во всем диапозоне скоростей, не должен превышать номинальный Iн.
Регулирование скорости двигателя от нуля до основной происходит за счет изменения напряжения, подводимого к якорю двигателя при номинальном значении потока двигателя, т. е. при постоянном моменте M=kм Фн Iн и переменной мощности P=M n /9550 , пропорциональной скорости вращения.
Регулирование скорости вращения выше номинальной производится за счет уменьшения потока двигателя при постоянном напряжении, подводимом к якорю, т.е. при постоянной мощности P=U I*10-3 кВт и переменном моменте M=9550*P /n . При этом изменение магнитного потока по отношению к номинальному определяется соотношением Ф=Фн nн /n , а допустимый момент двигателя M=kм Фн Iн nн /n=Mн nн /n .
Таким образом, допустимый момент двигателя и его магнитный поток при работе в первой зоне изменяются обратно пропорционально скорости. Для более полного использования прокатного двигателя и повышения производительности преодоление возникающих при работе динамических нагрузок (например при разгоне привода с металлом в валках) осуществляется с учетом перегрузочной способности двигателя, которая зависит от скорости. Максимально допустимые значения тока Imax и момента Mmax двигателя при регулировании угловой скорости от нулю до номинальной остаются постоянными Mmax=j*Mн , где j - перегрузочная способность двигателя при работе в первой зоне .
С увеличением скорости двигателя растет его ЭДС, вследствие чего ухудшаются условия коммутации, что требует снижения момента и тока двигателя.
Максимальные рабочие эксплуатационные характеристики (верхняя часть рис 1.2), строят, исходя из условия, что предельно допустимый ток (Iп) для каждого значения угловой скорости должен обеспечивать надежную и безыскровую коммутацию двигателя.
Под максимальными отключающими значениями момента, мощности, тока понимают те их значения, при которых двигатель отключатся от источника питания. Обычно эти величины на 15-20% выше их максимальных рабочих значений.
© Розкаряка П. И., 2001.