УСОВЕРШЕНСТВОВАНИЕ КОНСТРУКЦИИ ФЛАНЦЕВ ДЛЯ ЗАКРЕПЛЕНИЯ АЛМАЗНЫХ КРУГОВ С ЦЕЛЬЮ ПОВЫШЕНИЯ ТОЧНОСТИ ИХ УСТАНОВКИ
Марковский А.В., Матюха П.Г.
(ДонГТУ, г. Донецк, Украина)In this work problems dealing with the improvement of flanges for increasing of fidelity of installing the diamond circles are discussed.
Одним из основных методов установки алмазных кругов диаметром более 100 мм на шпинделе шлифовального станка является их крепление на переходных фланцах.
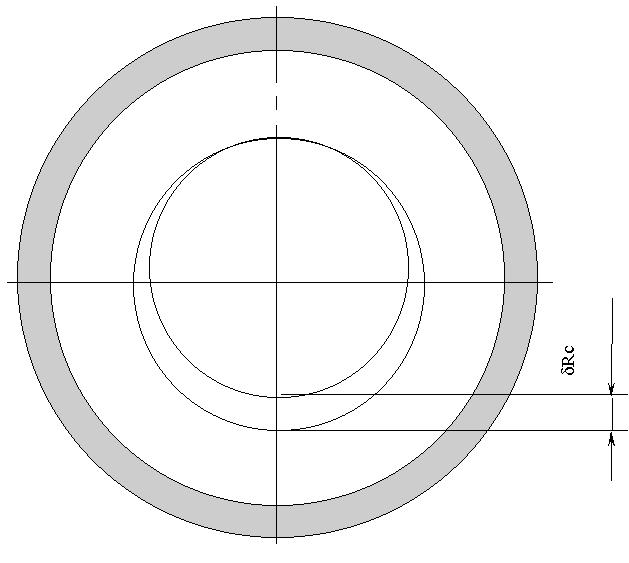
Крепление алмазных шлифовальных кругов с помощью стандартных переходных фланцев вызывает погрешность установки (рис.1), обусловленную тем, что посадочные поверхности круга и фланцев выполняются с гарантированным зазором. Погрешность установки проявляется в появлении радиального Rc биения и дисбаланса (неуравновешенности).
Наличие радиального биения может превратить непрерывный контакт поверхности круга в прерывистый. При этом за время полного оборота круга в работе будут участвовать только отдельные участки его рабочей поверхности, что ухудшает качество обработки и снижает съем материала [1].
При дисбалансе круга возникают вибрации, приводящие к снижению качества обработанной поверхности (появляется огранка и волнистость), к усилению износа и преждевременному выходу из строя шпиндельного узла; возрастает опасность разрыва круга.
Для устранения радиального биения шлифовальные круги правят, а для снижения дисбаланса подвергают балансировке, причем в ряде случаев двукратной (до и после правки). Таким образом, устранение погрешности установки сопряжено с увеличением вспомогательного времени и приводит к непроизводительным потерям алмазов, удаляемых с рабочей поверхности круга в процессе правки.
Определим вес алмазов, удаляемый при правке алмазоносного слоя для полного устранения радиального биения
G, карат:  , (1)
, (1)
где
0,878Ч 10-3 – масса алмазов в 1 мм3 алмазоносного слоя, г;0,2
– масса одного карата алмазов, г;a
– коэффициент относительной концентрации алмазов, a 100% =1;V
АС – объем удаляемого при правке алмазоносного слоя, мм3:здесь
D – диаметр шлифовального круга, мм;B
К – высота шлифовального круга, мм;Величина радиального биения предопределяется величиной полей допусков на посадочные размеры шлифовального круга и неподвижного фланца, регламентируемой ГОСТами [2, 3].
Вследствие того, что статистическое распределение размеров при изготовлении цилиндрических поверхностей подчиняется нормальному закону [4], при расчете величины радиального зазора будем использовать середину допусков на посадочные размеры круга и фланца:
![]() , (3)
, (3)
где ES, es – верхнее отклонение для круга и фланца, мм;
EI, ei
– нижнее отклонение для круга и фланца, мм.Неуравновешенность круга при его закреплении на стандартные фланцы возникает в результате смещения центра масс круга относительно его оси вращения и обусловлена эксцентриситетом
d RC, величина которого рассчитывается по формуле (3).Величина неуравновешенной силы РН, Н [5]:
 , (4)
, (4)
где
GКР – вес круга, кг;n
– частота вращения, определяемая при скорости шлифовального круга VК =35 м/с, об/мин.Вес круга GКР рассчитывается по объему корпуса, кольца и алмазоносного слоя и плотностей их материалов по формуле:
![]() (5)
(5)
где
GАС – вес алмазного слоя, кг;G
СК – вес стального кольца, кг;G
К – вес алюминиевого корпуса, кг.Допускаемая неуравновешенная сила [РН], Н:
 , (6)
, (6)
где
0,01 – радиус, на котором расположена неуравновешенная масса, м [3].m
– допустимая неуравновешенная масса, кг [3];Результаты расчета потерь алмазов на операции правки по формуле (1) и неуравновешенности по формулам (5), (6) для алмазных кругов различных типоразмеров приведены в табл.1.
Таблица 1 – Влияние погрешности установки круга на фланцы на величину удаляемых алмазов и неуравновешенность системы "фланцы - шлифовальный круг"
|
Типоразмер круга |
Радиальное биение, мм |
Вес удаляемых алмазов, карат |
Вес круга, кг |
Неуравновешенная сила, Н |
фактическая |
допускаемая |
|
D x d x B x X |
б Rс |
G |
G КР |
РН |
[ РН ] |
|
250x76x20x5 |
0,06 |
2,07 |
3,8 |
17,7 |
7,8 |
|
400x127x60x6 |
0,083 |
13,7 |
24,5 |
62,2 |
15,3 |
|
500x203x80x6 |
0,096 |
26,5 |
45,9 |
86,3 |
18,1 |
Как видно из таблицы, непроизводительные потери алмазов на операции правки и дисбаланс, вызванные погрешностью установки зависят от геометрических размеров шлифовального круга. Так, для алмазного круга 1А1 500x203x80x6 ГОСТ 16167-90 потери составляют 26,5 карат на одну операцию правки, а неуравновешенная сила может в 5 раз превышать допустимую, что требует выполнения дополнительной балансировки фланцев со шлифовальным кругом в сборе.
Для устранения отмеченных негативных последствий погрешности установки кругов, на основе анализа существующих конструкций [6 - 8], предложена конструкция фланцев (рис.2), обеспечивающая точную установку РПК по радиальному биению без нарушения уравновешенности системы "фланцы-шлифовальный круг".
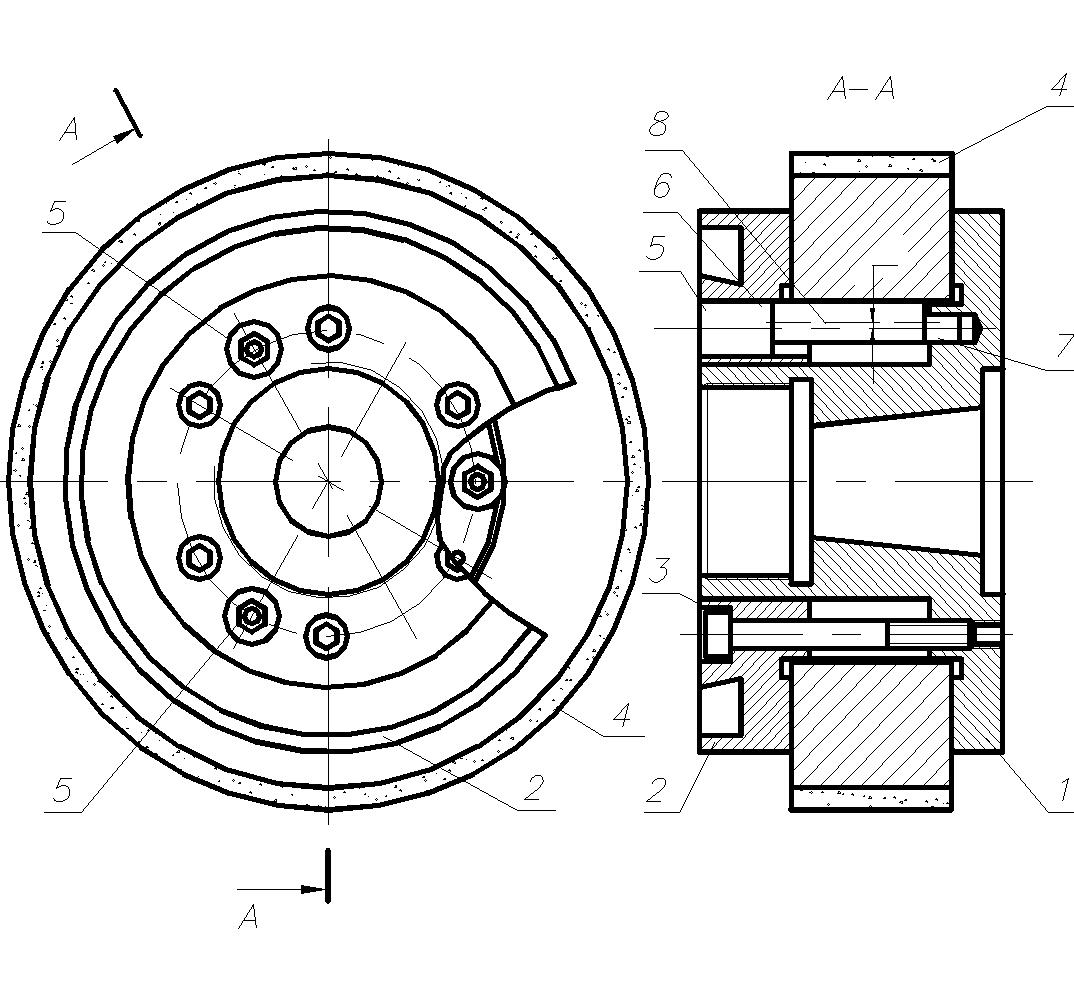
Шлифовальный круг 4 устанавливается на неподвижный фланец 1 и предварительно (так, чтобы круг не перемещался под действием собственного веса) закрепляется с помощью подвижного фланца 2 затяжкой винтов 3. В соосные отверстия, выполненные в торцах фланцев 1, 2 устанавливаются центрирующие элементы 5 в виде ступенчатых пальцев, причем ступень 6 контактирует с поверхностью отверстия в подвижном фланце, а поверхность ступени 7 – с поверхностью отверстия в неподвижном фланце. Эксцентриковая ступень 8 при повороте центрирующего элемента 5 контактирует с внутренней поверхностью шлифовального круга и перемещает РПК в радиальном направлении. После устранения радиального биения шлифовальный круг окончательно закрепляется винтами 3, а из фланцев удаляются центрирующие элементы, что исключает необходимость последующей балансировки системы "фланцы-шлифовальный круг".
На предложенное решение подана заявка в Госпатент Украины.
Конструкция фланцев обеспечивает экономию алмазов круга 1А1 500x203x80x6 до 15 гривень на одной операции правки.
Список литературы: 1. А.М. Кузнецов, А.М. Васильев. Влияние технологических факторов на износ алмазных кругов, производительность и шероховатость обработки. В кн. Новые процессы обработки резанием. /Под ред. Ф.С. Демьянюка. - М.: Машиностроение, 1968. - с. 182-195.
2. ГОСТ 2270-78 Инструмент абразивный. Основные размеры элементов крепления. Изд-во стандартов, 1978. - 16 с.
3. ГОСТ 16181-82Е Круги алмазные шлифовальные. Технические условия. Изд-во стандартов, 1982. - 19 с.
4. Якушев Л.И. Взаимозаменяемость, стандартизация и технические измерения: Учебник - 5-е изд. перераб. и доп. - М.: Машиностроение, 1979. - 344 с.
5. Маслов Е.Н. Теория шлифования материалов. М.: Машиностроение, 1974. - 268 с.
6. АС №1535705 А1 кл. В24 В45/00 (СССР) Устройство для крепления алмазного круга. Опубл. бюл.№2, 1990 г.
7. АС №1634460 А1 кл. В24 В45/00 (СССР) Устройство для крепления алмазного круга. Опубл. бюл.№10, 1991 г.
8. АС №1653935 А1 кл. В24 В45/00 (СССР) Устройство для крепления алмазного круга. Опубл. бюл.№21, 1991 г.