РОЗРОБКА ЗБІРНОЇ ПРОТЯЖКИ ПІДВИЩЕНОЇ ЖОРСТКОСТІ
Абросімов П.А., Матюха П.Г.(ДонНТУ, м. Донецьк, Україна)
Design of modular
broach with increased rigidity is offered in the paper.
Протяжка
– многолезовий інструмент у якого рух подачі реалізовано в самому інструменті
за рахунок провіщення послідуючих зубців над попередніми. Їх застосовують для
обробки циліндричних та фасонних внутрішніх поверхонь, а також зовнішніх
поверхонь складної форми.
Продуктивність протягування дуже висока.
Так при обробці циліндричних поверхонь протягування приблизно в сто раз більш
продуктивне в порівнянні з обробкою отворів високої точності за
допомогою зенкерів та розверток. Це досягається за рахунок суміщення в
протягуванні операцій чернової, напівчистової та чистової обробок. В результаті
скорочується номенклатура ріжучого та вимірювального інструмента, зменшується
число верстатів та технологічної оснастки. Протягування забезпечує точність
обробки по 7-6-му квалітетам і параметри шорсткості Ra=1,25…2,5 мкм; при
використанні твердосплавних вигладжувачів - Ra=0,080…0,160 мкм.
Протяжки мають високу стійкість внаслідок того, що ріжучі кромки їх зубців
роблять за цикл обробки найкоротший шлях в десятки раз менший, чим ріжучі
кромки інших інструментів. При обробці протягуванням легко здійснюється автоматизація
виробництва.
Разом з
тим протяжки – металоємний, складний у
виготовленні і тому дорогий інструмент. Однак виконання протяжок збірними
дозволяє суттєво скоротити витрати коштовної швидкорізальної сталі й
забезпечити значне здешевлення конструкції інструмента.
На кафедрі “Металорізальні верстати та інструменти” розроблена збірна протяжка (Рис.1), яка має корпус 1, виконаний як чотирикутна призма, на якому розташовані ріжучі елементи 2, що фіксуються гайкою 3. На одному з торців ріжучого елементу 2 для виключення контакту його не шліфованої внутрішньої поверхні з корпусом 1 виконана глуха розточка 4, при цьому діаметр глухої розточки 4 перевищує діаметр кола, яке є описаним відносно до поперечного перерізу 5 корпуса 1. На протилежному торці ріжучого елементу 2 виконані паралельно граням призми крізні прямокутні пази 6, перехрестя котрих утворює отвір. Закриті, наприклад, напресованим кільцем 13 пази 6 служать для забезпечення можливості шліфування плоских посадочних поверхонь 7 наскрізь та одночасно використовуються як порожнини для розміщення в них гідропластмаси 8, котра під час роботи протяжки додатково закріплює ріжучий елемент 2. В задньому хвостовику корпуса 1 виконується отвір в котрому розміщується поршень 9, з’єднаний з регульованим гвинтом 10 за допомогою штоку 11. Гвинт 10 створює гідростатичний тиск, який крізь канали 12 передається в заповнені гідропластмасою порожнини ріжучих елементів 2, що забезпечує тим самим більш надійне закріплення ріжучих елементів на корпусі. На корпусі ріжучого елементу збоку передньої поверхні (якщо є необхідність) може бути виконана кільцева проточка з ущільненням 14, яке забезпечує герметичність з’єднання ріжучих елементів між собою.
Складання збірної протяжки виконується
таким чином. На призматичну ділянку корпусу 1 одягаються ріжучі елементи 2, та
фіксуються гайкою 3. Потім в отвір заднього хвостовика заливають розігріту
гідропластмасу, поки вона не з’явиться з отвору 15, після чого отвір 15
закривають гвинтом 16, а отвір в задньому хвостовику закривають гвинтом 10 з
поршнем 9, які мають можливість регулювання. Після цього протяжку з гідропластмасою
охолоджують до температури 60оС. Далі гвинтом 10 створюють
гідростатичний тиск котрий приводить до виникнення нормальних сил на поверхні
глухої розточки 4 ріжучого елементу 2, які забезпечать потрібну силу
закріплення ріжучого елементу 2 і повну відсутність проміжків. Внаслідок цього
жорсткість закріплення блоку порівняно з прототипом збільшується, а отже,
точність і продуктивність обробки.
При розкріпленні ріжучих елементів
необхідно викрутити гвинт 10, прогріти протяжку до температури 120оС
та злити розплавлену гідропластмасу, зняти гайку 3, зняти ріжучі елементи 2.
Закріплення інших ріжучих елементів
здійснюється аналогічно описаному раніше.
Запропонована збірна протяжка може
застосовуватись при обробці отворів різної форми, забезпечуючи підвищення
точності і продуктивності обробки, за рахунок збільшення загальної жорсткості
конструкції, яку забезпечує гідропластмаса, що заповнює проміжки між корпусом
та ріжучими елементами.
Висновок
–
Розроблена нова конструкція протяжки підвищеної
жорсткості, на яку подана заявка на видачу патенту в Держпатент України;
–
Запропонована конструкція протяжки є базовою для
розробки теорії проектування збірних протяжок.
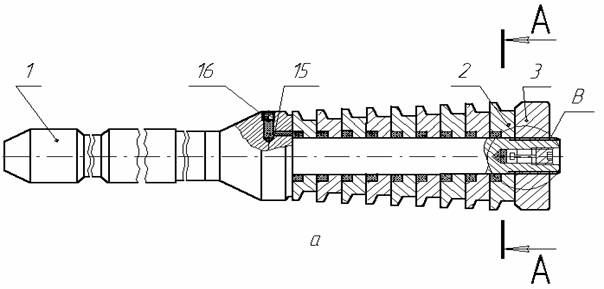
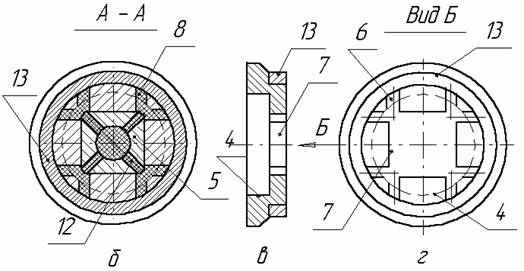
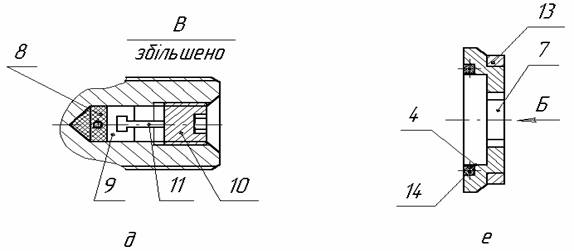
Рис. 1 – Збірна протяжка
підвищеної жорсткості.
а – збірна протяжка; б – переріз А-А; в – ріжучий
елемент; г – вид Б; д – вид В;
е – варіант виконання ріжучого елемента.
Современные металлорежущие системы машиностроения/ Материалы 3-й Всеукраинской студенческой конференции. Выпуск 4-й. - Донецк: ДонНТУ, 2002. - 3 с.