
Михайлов А.Н., Калафатова Л.П. (ДонГТУ, г. Донецк, Украина)
Технология изготовления ответственных крупногабаритных изделий сложной формы из технических стекол и ситаллов с полным основанием может быть отнесена к сложным иерархическим системам, которые могут быть представлены совокупностью хорошо структурированных и взаимосвязанных объектов. На рисунке представлена система оптимальных технологических преобразований N при изготовлении изделий из названных материалов. В качестве операторов системы технологических преобразований выступают: Ч - человеческий фактор (к этой категории можно отнести, в зависимости от степени детализации проработки системы, конструкторов изделий, технологов, станочников и т.д.); ТС - технологические системы, в которых реализуются технологические процессы, включающие следующие стадии технологических воздействий: N1 - до механической обработки (получение заготовки), N2 - в период механической обработки, N3 - после механической обработки; С - среда, влияющая на состояние всей совокупности рассматриваемых объектов системы. В свою очередь, при реализации всех видов технологических преобразований операторы системы испытывают воздействие внешних потоков материального Мvi, энергетического Еvi и информационного Ivi характера.
Таким образом, систему оптимальных технологических преобразований можно представить в виде
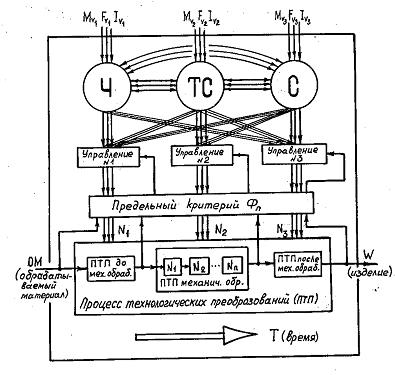
Рисунок. Система оптимальных технологических преобразований при изготовлении изделий из стекломатериалов
"Проблемы повышения качества промышленной продукции", Брянск: БГТУ, 1998. С. 56-58.