Валуйский Алексей Александрович
Специальность: Металлорежущие станки и системы
Группа:
Тема магистерской работы:"Влияние сил на задней поверхности развертки на качество обработки поверхности".
Руководитель: Малышко И.А.
Введение
Анимация 1. - Модель процесса развертывания
2) шлифование и растачивание - характеризуется тем, что обработанная поверхность не является копией инструментальной поверхности, что позволяет одним инструментом обрабатывать поверхности с различными размерами в определённом интервале. Первая группа обеспечивает более высокую размерную стабильность и производительность, но менее универсальна, чем вторая. Однако технологические возможности первой группы по обеспечению точности и шероховатости обработанной поверхности более ограничены, чем второй, которая в принципе таких ограничений не имеет.Обоснование актуальности темы
Обзор информации по теме
 (1)
(1)
где r0 - радиус скругления, полученный после заточки и зависящий от диаметра зерна заточного абразивного инструмента, а также от предела прочности на изгиб и относительного сужения инструментального материала; h3 - ширина фаски износа инструмента по задней поверхности; К и m - коэффициенты, определяемые экспериментально. Для инструмента из стали Р6М5, заточенного абразивным кругом 16А25СМ2К1, получена следующая зависимость: r = 0,01 + 0,17 h3, где h3 и r - в мм.
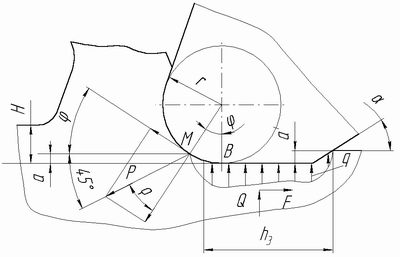
Рисунок 1. - Геометрия области контакта РИ с заготовкой по фаске износа.
При движении инструмента его скругленный участок МB сжимает слой a материала заготовки, в результате чего на фаске износа возникают сила F трения и нормальная сила Q.
 (2)
(2)
где Е и v - соответственно модуль упругости и коэффициент Пуассона для обрабатываемого материала; b - ширина срезаемого слоя.
 (3)
(3)
где μ - коэффициент трения в окрестности точки М.
 (4)
(4)
h3, мм |
0,03 |
0,05 |
0,1 |
0,15 |
0,2 |
Q, H: согласно работе [6] |
220 |
300 |
580 |
680 |
820 |
по формуле (4) |
190 |
310 |
530 |
720 |
850 |
Таблица 1.
1. Эпюра распределения контактных нормальных напряжений по ширине фаски износа приня-та равномерной.
2. Упругие деформации лезвия РИ и силы трения на фаске износа не влияют на эпюру распределения контактных нормальных напряжений.
3. Силы стружкообразования не оказывают влияния на контактные процессы и нагрузки на фаске износа.
4. Передняя и задняя поверхности лезвия РИ сопрягаются по круговой цилиндрической по-верхности.
5. Коэффициент трения на указанной поверх-ности сопряжения соответствует температуре реза-ния на передней поверхности у режущей кромки.
6. Рассматриваются режимы чистовой обработ-ки, при которых наростообразование отсутствует.
 , где
, где


 - длина контакта по задней поверхности при h3 = 0.
- длина контакта по задней поверхности при h3 = 0.
|
Кривая на рис. 2. |
Изменяемый параметр |
Значения неизменяемых параметров |
||||
|
α, градус |
μ |
h3,мм |
b, мм |
HB |
||
|
1 2 3 4 5 |
α μ h3 b HB |
- 8 8 8 8 |
0,6 - 0,4 0,4 * |
0,25 0,55 - 0,55 0,25 |
10 10 10 - 10 |
260 260 260 260 - |
|
* Значения μ рассчитаны по зависимости μ = 1,1 - 0,0025HB [5]. |
||||||
Таблица 2.
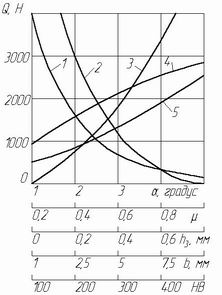
Рисунок 2. - Зависимости нормальной силы Q, действующей по фаске износа, от заднего угла α (1), коэффициента μ трения (2), ширины h3 фаски износа (3), ширины b срезаемого слоя (4) и твердости НВ обрабатываемого материала (5) (постоянные условия для кривых см. в таблице)
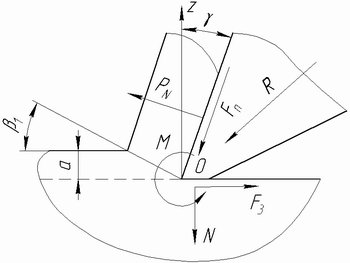
Рисунок 3. - Схема сил при свободном резании.
 (5)
(5)
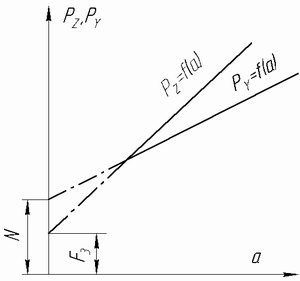
Рисунок 4. - Экстраполяция сил на нулевую толщину среза.
Выводы
Список используемых материалов:
| Главная страница ДонНТУ| Страница магистров ДонНТУ| Поисковая система ДонНТУ|