|
 |
українська | русский | english |



 |
 |
 |
 |
 |
|
 |
 |
 |
Автореферат магистрской работы (на укр. языке) |
||

главная
диссертация
библиотека
ссылки
поиск в интернет
индивидуальное задание
 |
 |
Тема магистрской работы: Система автоматизации диагностики состояния оборудования и анализа параметров прокатных станов блюминга
Научный руководитель: доцент кафедры ЭВМ Краснокутский Владимир Алексеевич
СИСТЕМА АВТОМАТИЗАЦІЇ ДИАГНОСТИКИ СТАНУ ОБЛАДНАННЯ ТА АНАЛІЗУ ПАРАМЕТРІВ ПРОКАТНИХ СТАНІВ БЛЮМІНГА
Зміст
1. Прокатне виробництво як об'єкт автоматизації2. Системи автоматизації технологічних процесів блюмінга
3. Особливості реалізації системи
4. Організація відлагодження модулей
5. Результати роботи системи
Висновок
Список використаної літератури
1. Прокатне виробництво як об'єкт автоматизації
1.1. Склад обладнання
Проектування систем автоматизації технологічних процесів вимагає обліку структури виробничих процесів і особливостей параметричної оцінки їхньої якості. Тому потрібен детальний аналіз обладнання і особливостей конкретного автоматизуємого виробництва.
Прокатний стан являє собою систему машин і пристроїв для обробки тиском (прокатки) металевих злитків. До основної робочої частини прокатного стану відносяться обертові прокатні валки, між якими метал деформується. У прокатному стані є також пристрої, що транспортують розкати від нагрівальних пристроїв до валків, від однієї пари валків до іншої (рольганги), змінюють їхнє положення (кантователі і маніпулятори), прохолоджують, випрямляють, розрізають, упаковують у пакети або змотують у бунти або рулони, маркірують прокачану продукцію. Спрощена схема прокатного стану зображена на рис. 1.1.
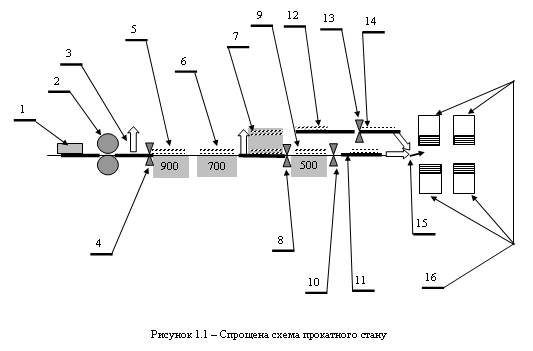
На рисунку використовуються наступні позначення:
- Вагарня
- Стан 1300 (Головний привод)
- Скидання-зняття розкату в квадраті 300 мм перед станом 900
- Ножиці 1250 тонн
- Стан 900 (Клеті 3, 4)
- Стан 700 (Клеті 5 — 8)
- Шлепперное поле
- Маятникові ножиці
- Стан 500 (Клеті 9 — 14)
- Летучі ножиці
- Вихідні рольганги основної лінії (чистова сторона і пакетуючий)
- Рольганг обвідної лінії (Квадрат 150)
- Ножиці 1000 тонн
- Вихідні рольганги обвідної лінії
- Упор і рольганги, що відводять
- Холодильники (4 шт.)
1.2. Основні технологічні операції прокатного стану
На прокатний стан злитки попадають після кристалізації. Перед прокаткою злитки піддаються додатковому нагріванню в нагрівальних колодязях блюмінга. Після завершення нагрівання, злитки перед початком прокатки зважуються, після чого транспортуються до груп обтискних клітей. Основна лінія прокатки блюмінга включає кліти, об'єднані в чотири групи: стан 1300 — кліть головного привода, стан 900, стан 700 і стан 500. Після прокатки на стані 1300 і первинного зачищення на 1250-тонних ножицях, розкат по черзі проходить двох груп клітей: стан 900 (2 клеті) і стан 700 (4 клеті). Далі, після зачищення переднього краю на маятникових ножицях, в оператора технологічного процесу є можливість або залишити злиток на основній лінії (для одержання заготівель у квадраті 80мм), або перевести злиток по шлепперному полю на обвідну лінію (одержання заготівель у квадраті 150 мм).
На основній лінії злиток піддається подальшому обтисненню на групі клітей стану 500 (при цьому поперечний переріз злитка зменшується до квадрата зі стороною 80 мм), після чого розкат раскраивается на мірні заготівлі. Розкрій здійснюється без зупинки розкату — у русі. Для розкрою використовуються барабанні летучі ножиці, що автоматично обертаються. Довжини заготівель, що відрізаються — штанг, визначаються різницею швидкостей руху розкату й обертання барабана летучих ножиців. Відрізані штанги укладаються в пакети (як правило, до 26 штанг у пакеті) і по вихідних рольгангах подаються на холодильники.
На обвідній лінії злиток більше не обжимається (у поперечному перерізі розкат має квадрат зі стороною 150 мм, отриманий після прокатки в стані 700) і кроїться оператором технологічного процесу вручну на 1000-тонних ножицях. З цих штанг формуються пакети (розмір пакетів набагато менше, ніж на основній лінії — до 6 штанг), що також подаються по вихідних рольгангах на холодильники.
2. Системи автоматизації технологічних процесів блюмінга
У даний час основою автоматизації технологічних процесів у цеху "Блюмінг 2" КГМК "Криворіжсталь", є: система керування розкроєм і прокатом (СУРП); система контролю параметрів машинного залу і система автоматизації інтегрованого контролю технологічних процесів усього цеху блюмінга. Основою інтегрованої системи є сукупність автоматизованих робочих місць (АРМ). Функціональні можливості АРМ системи дозволяють здійснювати візуалізацію поточних параметрів технологічних процесів, для автоматизації яких у даний час уже створені і впроваджені в цеху відповідні системи, виконувати ретроспективний аналіз параметрів процесів за необхідні інтервали часу, а також реалізувати достовірний аналіз виникших аварійних або небезпечних виробничих ситуацій. У даній роботі розглядаються питання розробки АРМ начальника цеху (АРМ НЦ) на інформаційній базі СУРП і контролю параметрів машинного залу. Для цілей створення інтегрованих систем аналізу виробничих процесів цеху на блюмінгу створене забезпечення єдиного інформаційного простору технологічної інформації. Інтегроване інформаційне середовище побудоване на базі цехового сервера, що одержує, зберігає і забезпечує доступ до всі технологічній інформації цеху, незалежно від систем неї формуючих. Основою інформаційної взаємодії із серверним середовищем даних є комп'ютерна мережа ETHERNET з використанням провідних модемів для забезпечення вилученого доступу.
Система керування розкроєм і прокаткою призначена для реєстрації даних від датчиків, розташованих на всіх об'єктах прокатного стану, обробки цих даних і, у залежності від результатів цієї обробки, формування керуючих впливів на керовані об'єкти прокатного стану, основним з яких є привод летучих ножиців. Схема розташування технологічного обладнання, датчиків і виконавчих механізмів СУРП приведена на рис. 2.1.
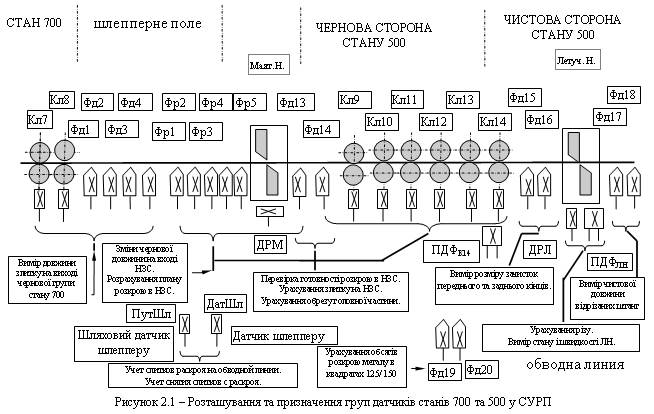
Скорочення, використані на рисунку:
- Кл — кліть
- Фд — фотодатчик
- Фр — фоторозрізнитель
- Маят. Н. — маятникові ножиці
- Летуч. Н. — летучі ножиці
- ДРМ — датчик різів маятникових ножиців
- ДРЛ — датчик різів летучих ножиців
- Пут. Шл. — шляховий датчик шлепперу
- Дат. Шл. — датчик шлеппера
- ПДФЛН — шляховий фотодатчик летучих ножиців
- ПДФК14 — шляховий фотодатчик клети 14
Інформація від датчиків, отримана СУРП, передається на сервер для формування баз даних.
Ці бази даних служать джерелом зведень для автоматизованого робочого місця начальника цеху. Основною функцією АРМ НЦ є надання користувачам (начальникові цеху і головному електрикові) інформації (поточні й архівної) про всі процеси, що відбуваються на прокатному стані, на всьому протязі технологічного процесу. Основні вимоги до надання інформації в даній системі — наочність і повнота.
Використовувані АРМ НЦ параметри можна поділити на дві групи:
- Стан датчиків, що контролюють місцезнаходження розкату.
- Технологічні параметри обладнання (струм, напруга і кількість оборотів у секунду), що дозволяють визначити стан клітей і ножиців (включене / виключено, є чи ні метал у клітях).
АРМ НЦ також дозволяє вести облік розкатів, плавок, різів ножиців, а також переглядати докладну архівну інформацію з заготівель, злиткам і плавкам.
3. Особливості реалізації системи
Система написана мовою Visual C++, що входить до складу пакету MS Visual Studio 6.0 від корпорації Microsoft.
До складу системи входять три програмних модулі — додатка, що можуть функціонувати паралельно в багатозадачному режимі під керуванням операційної системи WINDOWS. Перший (mashzal.exe) дозволяє переглядати поточну інформацію про розкат у двох варіантах оформлення: у виді спрощеної мнемосхеми, що є присутнім на екрані у всіх режимах роботи, і у виді псевдотрьохвимірної діаграми, що дозволяє більш наочно спостерігати процес прокатки і розкрою, а також переглядати розгорнуту інформацію про останні заготівлі, злитки і плавки.
Другий (CurDialog.exe) і третій (NZS.exe) модулі викликаються з першого і мають подібні функції. Обоє призначені для роботи з базою даних технологічних параметрів обладнання прокатного стану. Один з них дозволяє спостерігати поточні графіки електричних параметрів, другий — досліджувати архівні бази даних за допомогою широкого набору функцій.
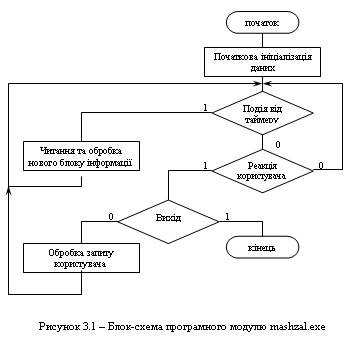
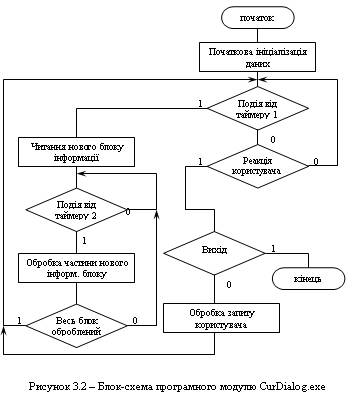
Принцип роботи першого модулю полягає в тому, що на сервері існує програма, що одержує інформацію від СУРП. Програма серверу дешифрує сигнали від СУРП та записує одержану інформацію у бінарні файли, що є доступними для читання по локальній мережі, до якої підключений і комп'ютер начальнику цеху. Мashzal.exe встановлюється на цей комп'ютер та з зазначеним інтервалом зчитує ці файли, порівнює їх поточний розмір з розміром цих самих файлів в останньому читанні. Вся інформація, що складає різницю між цими розмірами (тобто записана за останні пів-секунди), зчитується, розпізнається, з неї обираються тільки ті дані, що потрібні начальнику цеху. Ці дані виводяться на екран у відповідній формі. Якщо при запуску програми, або під час її роботи, зник контакт з сервером, програма видає попередження про відсутність зв'язку з сервером та продовжує працювати, чекаючи повернення зв'язку. Блок-схема програми приведена на рисунку 3.1.
Модуль CurDialog.exe з зазначеним інтервалом зв'язується з сервером, на якому зберігаються дані про поточний стан технологичних параметрів обладнання, та зчитує інформацію, що накопичилася з моменту попереднього читання. У зв'язку з особливостями механізму отримання сервером інформації про технологічні параметри звертання до нього з невеликим інтервалом (менш 10 секунд) неможливе, тому для підвищення інформативності відтворення графіків поточних електричних параметрів проводиться не одразу. Зчитаний інтервал зберігається у пам'яті і зі значно меншим інтервалом частинами відтворюється на екрані. Блок-схема програми приведена на рисунку 3.2.
Можливості роботи з поточними графіками значно обмежені у порівнянні з можливостями наступного програмного модулю.
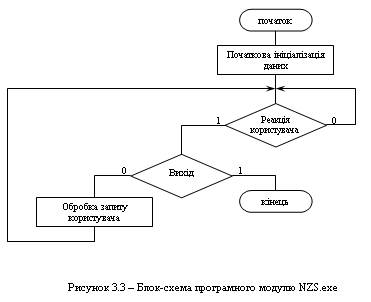
Модуль NZS.exe призначен для роботи з архівними базами даних, тому звертання до файлу з даними проводиться тільки тоді, коли потрібно зчитати дані, які досі не були занесені до оперативної пам'яті. На відміну від програм, що працюють з поточними даними, ця програма має розширений набір функцій, а саме можливість різноманітних змін масштабу відтворення графіків, горизонтальні та вертикальні візири, що дають можливість виміряти відстані по обох координатних осях, різноманітні можливості по пересуванню по базі даних, можливість прибрати з екрану заважаючі просмотру графіки та координатну сітку, можливість синхронного просмотру параметрів двох об'єктів. Блок-схема програми приведена на рисунку 3.3.
4. Організація відлагодження модулей
Оскільки система предназначена для використання на металургійному комбінаті, умови якого не дозволяють проводити експерименти у промислових умовах з системами, алгоритмічне середовище яких не має достатнього рівня надійності, то тестувати та відлагоджувати її в реальних умовах майже неможливо. Для того, щоб все ж таки мати змогу бачити результати роботи програм без реальних датчиків, мною була передбачена можливість відлагодження програм на імітаторі, який працює без мережі. Головні програмні модулі залишилися без змін, але замість комплексу з МСКУ, серверами та мережами використовується програма-імітатор. Ця програма звертається до існуючих статичних файлів з базами даних та, звертаючись до них з зазначеним інтервалом часу і зчитуючи відповідні блоки інформації, формує інші файли, динамічні, до яких і звертаються головні програмні модулі.
Алгоритм читання даних із статичних файлів побудований на тому, що всі записи про змін стану датчиків мають у своєму складі час цієї зміни, в файлах всі записи відсортовані за цим часом. Цей час записується в мілісекундах у полі розміром 2 байти. Для цього в МСКУ, що контролює запис цих даних до файлу, є лічильник, що лічить мілісекунди від 0 до 65535, значення цього лічильника й записується в файл. Після достигання значення 65535 лічильник скидається в 0.
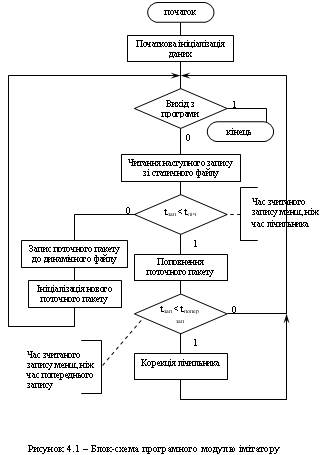
Програма-імітатор зчитує записи із статичного файлу по одному та порівнює час у запису зі значенням внутрішнього лічильнику, що теж лічить від 0 до 65535, але, оскільки максимальна частота таймеру комп'ютеру 55 мс, то лічильник збільшується кожні 55 мс на 55. Якщо час запису менш, ніж значення лічильника, то запис заноситься до складу поточного інформаційного блоку, якщо більше — то запис відноситься до одного з наступних блоків, тому поточний блок вважається закінченим і переноситься до динамічного файлу. Якщо час запису менш ніж час попереднього запису, це означає, що між цими записами лічильник мікропроцесорної системи контролю і управління (МСКУ) скинувся. В цьому разі від внутрішнього лічильника потрібно відняти 65535.
Блок-схема програми-імітатору приведена на рис. 4.1.
5. Результати роботи системи
Результати роботи системи пропонуються у вигляді знімків екранів головного програмного модуля (рис. 5.1, 5.2 і 5.3), що демонструють різні режими роботи модуля, а також знімків екранів інших програмних модулів (рис. 5.4 і 5.5) з описом функціональних можливостей.
На рис. 5.1 приведений знімок екрана головного програмного модуля, що працює в режимі демонстрації стану прокатки у вигляді мнемосхеми і псевдотрьохвимірної діаграми.
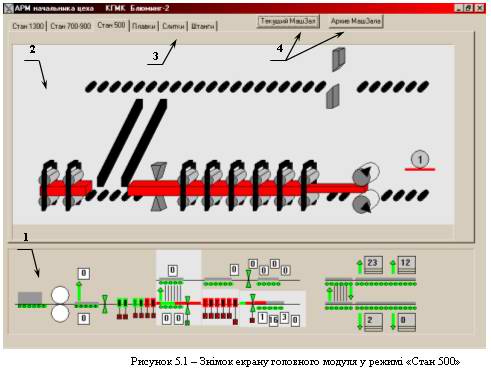
На рисунку цифрами позначені:
- Мнемосхема, що зображує прокатний стан, на якій показується стан усіх контрольованих об'єктів стану. Червоним кольором на мнемосхемі позначені кліті, у яких є присутнім метал, і двигуни включених клітей. Зеленим — кліті без металу і виключені двигуни.
- Діаграма, більш наочна, ніж мнемосхема, що демонструє стан прокатки на групі клітей "Стан 500". На діаграмі видно два злитки: перший кроїться на виході групи 500, другий тільки виходить із групи 700.
- Набір закладок, що служать для вибору режиму роботи програмного модуля.
- Кнопки виклику програмних модулів спостереження за технологічними параметрами.
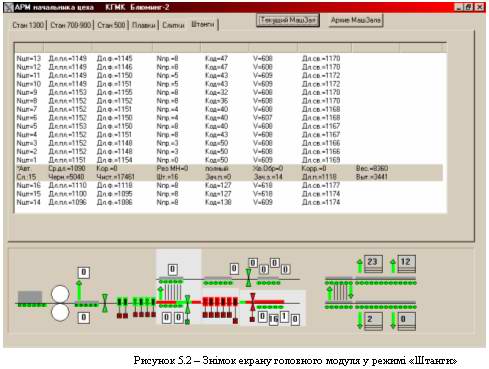
На рис. 5.2 зображений знімок екрана головного програмного модуля, що працює в режимі перегляду інформації з останніх штанг.
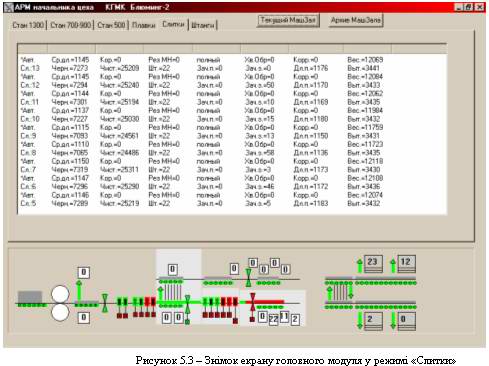
На рис. 5.3 зображений знімок екрана головного програмного модуля, що працює в режимі перегляду інформації з останніх злитків.
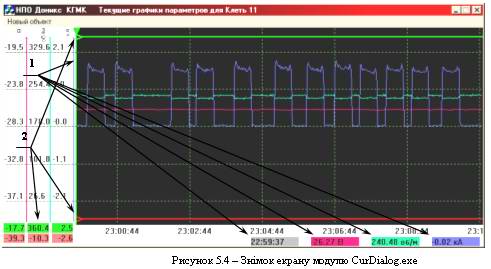
На рис. 5.4 зображений знімок екрана програмного модуля CurDialog.exe. Цифрами на рисунку позначені:
- Вертикальний візир і значення параметрів у момент часу, що указується візиром.
- Горизонтальні візири і значення параметрів, що указуються візирами.
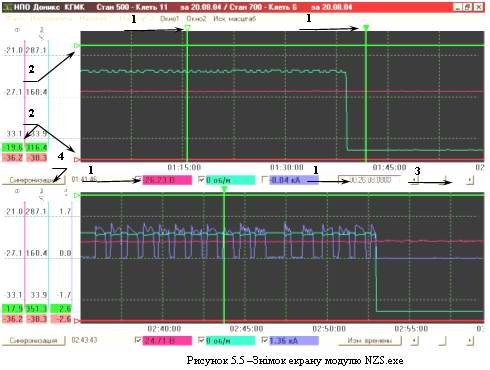
На рис. 5.5 зображений знімок екрана програмного модуля NZS.exe. Цифрами на рисунку позначені:
- Вертикальні візири, значення параметрів у момент часу, що вказується основним візиром і значення різниці в часі між візирами.
- Горизонтальні візири і значення параметрів, що указуються візирами.
- Смуга прокручування, що дозволяє переміщатися по всій базі даних.
- Кнопка "Синхронізація", що дозволяє синхронно для обох систем координат переміщатися по базі даних.
Висновок
У приведеній роботі була розглянута розробка системи автоматизації диагностики стану обладнання та аналізу параметрів прокатних станів блюмінгу. Актуальність подібної системи не викликає сумнівів, оскільки, по-перше, важко переоцінити важливість металургіної промисловості для економіки сучасної України, по-друге, саме автоматизація технологічних процесів призводить до полегшення праці робітників відповідної галузі та до значного підвищення якості виробів та швидкості їх виробництва.
Розроблена система призначена для використання в цеху "Блюмінг-2" Криворізького гірничо-металургійного комбінату і у найближчий час планується її впровадження та запуск до використання.
Список використаної літератури
- Підшивка журналів "Металл и литье Украины" та "Сталь" від 1999-2004 років
- Д. Дж. Круглински, С. Уингоу, Дж. Шеферд "Программирование на Visual C++ 6.0", "Питер", С.-П., 2002, 802 стр.
- К. Грегори "Использование Visual C++ 6.0", "Питер", С.-П., 2001
- Б. Страустрап "Введение в язык С++", 1995
- Ю. Ю. Громов, С. И. Татаренко "Программирование на языке С", Тамбов, 1994
- А. Александреску "Современное проектирование на С++", "Вильямс", М., 2002
Анимация — прохождение слитком клетей 7-14: