БУДА Я Автоматизация процессов в машиностроенииАГРЕГАТНО-МОДУЛЬНЫЙ ПРИНЦИП ПОСТРОЕНИЯ ОБОРУДОВАНИЯ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ И СБОРКИ ИЗДЕЛИЙ
Интенсивный рост выпуска продукции машиностроения предъявляет высокие требования к производительности автоматизированного оборудования, что достигается обычно узкой его специализацией, т. е. созданием специальных станков и линий для одной или нескольких однотипных деталей. Однако необходимость в постоянном совершенствовании и частой смене моделей машин требует создания гибкого (универсального) оборудования, что трудно сочетается с высокой производительностью и концентрацией операций. Для разрешения этих противоречивых требований необходимо, чтобы автоматизированное оборудование обеспечивало возможность переналадки и перекомпоновки рабочих машин при достаточно высокой их производительности, сжатые сроки их проектирования и изготовления, невысокую стоимость и быструю окупаемость. В наибольшей степени этому удовлетворяет агрегатно-модульный метод создания оборудования, т. е. проектирование и компоновка различных станков, сборочных, сварочных, контрольно-сортировочных и других машин, средств управления ими, промышленных роботов, средств автоматизации из стандартных (унифицированных) узлов, каждый из которых предназначен для выполнения заранее определенных функций.
Агрегатированное оборудование сочетает в себе преимущества специальных и универсальных машин. Как специальные эти машины обеспечивают высокую производительность, а как универсальные их можно перекомпоновать и переналадить при необходимости перехода на изготовление нового вида продукции.
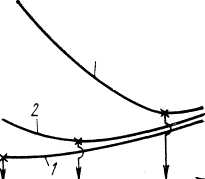
На рис. 1 показаны годовые затраты 3j на групповую обработку десяти небольших корпусных деталей в зависимости от варианта технологического процесса при одних и тех же условиях обработки.
Рисунок 1.Зависимость годовых приведенных затрат 3j на обработку группы деталей от степени концентрации переходов на станках и суммарной программы выпуска HNr (N — номер варианта)
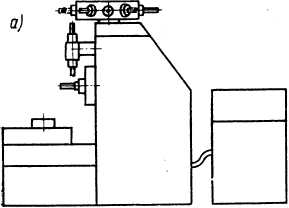
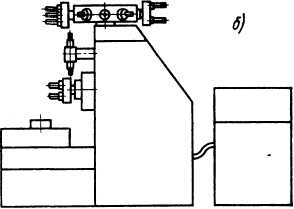
Первый вариант характеризуется применением одношпиндельных обрабатывающих центров (ОЦ) самой простой компоновки с магазинами инструментов для последовательной обработки поверхностей (рис. 2а). Следующие варианты предусматривают
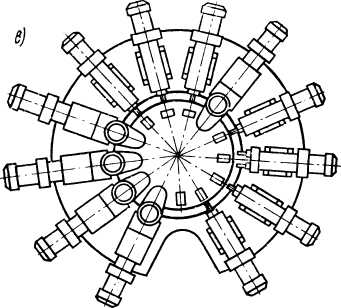
одно- и многостороннюю обработку деталей на одно- и многошпиндельных станках, на ОЦ с магазинами инструментов и сменных многошпиндельных коробок (рис. 2б), на многопозиционных переналаживаемых станках, участках автоматических линий с обработкой деталей в спутниках, на станочной системе со сложной структурой (43-й вариант), состоящей из двух участков, на каждом из которых детали обрабатывают в нескольких параллель-пых потоках многопозиционных станков (рис. 2в).
Рисунок 2.Варианты концентрации переходов на станках: а — обрабатывающий центр с магазином инструментов: б — обрабатывающий центр с магазином инструментов и многошпиндельных коробок: в — ммогопо-зиционный агрегатный станок.
На одном из опытных производств для оценки влияния программы выпуска на выбор оптимального варианта расчеты вели для трех различных годовых программ Nrj отличающихся примерно в десять раз (кривые 7, 2, 3 на рис. 2.1). Как видно, для Nr = 50 000 шт. наименьшие затраты 3j получены при использовании одношпиндельных ОЦ для обработки указанной группы корпусных деталей. Для Nr=130 000 шт. наивыгоднейший вариант 8 — обработка на одно- и многошпиндельных ОЦ, т. е. вариант, характеризуемый более высокой концентрацией технологических переходов. Для Nг= 475 000 шт. оптимальной оказалась станочная линия из двух многопозиционных переналаживаемых станков (25-й вариант). 43-й вариант применения сложной станочной системы мог бы быть эффективным при общей программе выпуска деталей в несколько миллионов штук в год.
Аналогичные примеры анализа различных вариантов обработки других групп деталей показывают, что для различных условий,разных программ выпуска существует свод вариант построения процесса и структурно-компоновочных схем/станочного оборудования, соответствующий минимальному значению принятого критерия. Это же положение подтверждается данями расчетов, выполненных рядом зарубежных станкостроительных фирм. График (рис. 2.3), построенный фирмой ЭМАГ (ФРГ) для трех типов оборудования, свидетельствует о том, что в пределах рассматриваемой серийной обработки (от 1 до 10 000 шт.) двух различных деталей гибкие станочные ячейки 4 обеспечивают минимальные затраты на единицу продукции до серии в 6000 шт., по сравнению же с обработкой на отдельных неавтоматизированных станках 1 и 2 жестко сблокированные линии 3 имеют преимущество уже при серии, большей 4 000 шт.
Таким образом, для различных групп деталей при разных программах их выпуска существуют свои оптимальные варианты структуры процесса, которые не могут быть реализованы только на серийно выпускаемых станках, например на одношпиндельных ОЦ, получивших наибольшее применение при создании гибких участков и линий. Необходимо также станочное оборудование с ЧПУ, способное реализовать варианты технологических процессов с более высокой концентрацией технологических переходов, чему одношпиндельных ОЦ, т. е. во многих случаях необходима не только многошпиндельная (многоинстру-ментная), но и многопозиционная обработка на гибких автоматических линиях (ГАЛ) или переналаживаемых (ПАЛ) с накопителями деталей между позициями или без них.
Следовательно, при большом многообразии технологических задач обеспечить высокую экономическую эффективность обработки деталей можно только при одном условии, а именно при компоновке технологического оборудования для различных типов производства (от мелкосерийного до массового) из рационально ограниченных комплектов унифицированных узлов, т. е. по агрегатно-модульному принципу.
Применение агрегатно-модульного принципа создания станочного, сборочного и другого оборудования позволяет:
1) проектировать высокопроизводительные гибкие автоматические
линии (ГАЛ) и гибкие автоматические участки (ГАУ) для реализации
оптимальных технологических процессов, а не подгонять процессы под
возможности уже имеющегося оборудования (например, ОЦ);
2) существенно сократить время и трудоемкость проектирования и
изготовления АЛ, так как появляется возможность использования
готовых агрегатов и модулей;
3) расширять производственные возможности модульной системы
путем ее постоянного наращивания на ранее разработанной базе;
4) повышать надежность работы модульной системы в целом путем
предварительной отработки конструкции модулей и наиболее полного
их соответствия выполняемой технологической задаче;
5) улучшать условия эксплуатации и ремонтопригодность созда
ваемых модульных систем путем уменьшения разнообразия модулей и
их элементов;
6) снижать стоимость модулей путем серийного и крупносерий
ного производства их унифицированных узлов и отдельных элемен
тов.