Актуальностью моей работы является то,что появляется возможность упрощенного выбора оптимальной формы цепного магазина в зависимости от потребностей заказчика,его производственного пространства и удобства.
Иванченко Ф.К.-вывел основные формулы для расчета подъемно-транспортных машин,в том числе цепных,однако не применил и пересчитал для цепных инструментальных магазинов.
Модзелевский А.А.-описал структуру многооперационных станков,однако не указал и не подтвердил расчетами для какого типа многооперационных станков применяется тот или иной цепной инструментальный магазин.
Колка И.А.-дал обоснованное применение инструментальных магазинов,но не указал расчеты для выбора электродвигателя.
Дащенко А.И.-рассмотрел конструкции и наладку агрегатных станков,,но нет взаимосвязи с цепными инструментальными магазинами.
Прокопенко В.А.-дал определения основных параметров цепных инструментальных магазинов,однако не рассмотрел применение их цепным инструментальным магазинам различной конфигурации.
Магазины цепного типа относятся к многоместным. Цепным магазинам можно придавать различную конфигурацию, что делает их компактными и емкими. Емкость цепных магазинов может быть от 40-60 до 120-160 инструментов. Наиболее целесообразно использовать цепные магазины для больших корпусных деталей, которые имеют значительное количество поверхностей, которые необходимо обработать.
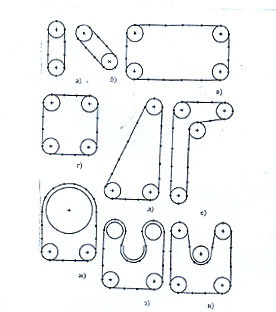
Инструментальные магазины цепного типа с гнездами для инструментов могут быть расположены вертикально (рис. 1, а), горизонтально (рис. 1, б), наклонно (рис. 1, в), прямоугольной формы (рис. 1, г, д), треугольной формы (рис. 1, е), г-образной формы (рис. 1, ж), сложной формы (рис. 1, з, и, к).
Возможность придания цепи свободной конфигурации позволяет обеспечить оптимальное расположение магазина: зоны загрузки магазина - в месте, удобном для оператора или для работы загрузчика инструмента в магазин; зоны перезагрузки инструмента из магазина в шпиндель - в непосредственной близости от шпинделя.
Цепные магазины с числом инструментов до 60 могут быть установлены на колонне станка. Но при большом количестве инструментов. Вследствие увеличения массы магазина, их устанавливают на отдельной стойке - ферме. Это требует либо вспомогательных перемещений колонны для замены инструмента и увеличивает время его замены, или требует вспомогательных приспособлений.
Существуют нормализованные модификации цепных инструментальных магазинов (табл. 1), которые разработаны ЭНИМС.
Таблица 1. - Модификации цепных магазинов
| Конус |
t,мм |
S,мм |
dнmax,мм |
Dнmax,мм |
L,мм |
m,кг |
N40 |
38,1 |
76 |
75 |
225 |
400 |
15 |
| N40 |
44,45 |
88 |
85 |
250 |
400 |
15 |
| N40 |
38,1 |
114 |
110 |
250 |
400 |
15 |
| N40 |
44,45 |
133 |
130 |
250 |
400 |
15 |
| N40 |
38,1 |
152 |
150 |
250 |
400 |
15 |
| N50 |
50,8 |
101 |
100 |
300 |
500 |
30 |
| N50 |
44,45 |
133 |
130 |
300 |
500 |
30 |
| N50 |
50,8 |
152 |
150 |
300 |
500 |
30 |
| N50 |
44,45 |
177 |
170 |
300 |
500 |
30 |
| N50 |
50,8 |
203 |
200 |
300 |
500 |
30 |
Обозначение: S - шаг гнезд магазина; dи max - максимальный диаметр инструмента, который располагается в магазине, когда соседние гнезда заполнены; Dи max - тоже самое при пустых соседних местах; L - общая длина инструмента с оправкой и хвостовиком; m - масса инструмента.
Использование нормализованных инструментальных магазинов не всегда удовлетворяет проектировщика, так как их вместимость не всегда отвечает критерию оптимальности стоимости станка. В таких случаях прибегают к корректировке технологического процесса обработки деталей с целью уменьшения необходимого количества инструментов, необходимых для его реализации.
Определение основных параметров цепного инструментального магазина построено на основных принципах работы цепных конвейеров.
Основным параметром цепного магазина является длина цепи, которая определяется количеством инструментов, и их размеры определяются на стадии разработки технологии обработки деталей на технологическом оборудовании, для которого разрабатывается инструментальный магазин.
Длина цепи, необходимая для размещения на нем необходимого количества инструментов nі определяется:
L=(di+δ),
где dі - диаметр инструмента;
δ - зазор между двумя соседними инструментами, необходимый для манипулирования захватом.
Для уменьшения ошибок позиционирования инструмента, который подлежит замене в цепи, необходимо обеспечить соответствующий зазор .
Инструментальные магазины со сложной формой на каждом участке имеют разную величину натяжения цепи. Величина наименьшего натяжения цепи должна быть не менее Smin=1,3 кН.
Принцип определения натяжения цепи на разных участках рассмотрим на схеме (рис. 5).
Тогда в т. 1 S1 = Smin=1,3 кН.
В т. 2 натяжение цепи:
S2=S1+W1-2=S1+p1·L1·ω,
где р1= Q/d (кН/м) - удельная нагрузка инструмента и цепи на 1 метр его длины;
W1-2 - натяжение цепи на участке 1-2;
ω = 0,06-0,13 - для цепей на катках с подшипниками скольжения;ω= 0,02-0,05 - для цепей на катках с шариковыми подшипниками.
L1=L/4·cosα,
р1=Q/d,
где Q - масса одного инструмента.
На участке 2-3 цепь двигается по радиусу R, что вызывает дополнительное сопротивление.
Натяжение в т. 3 определяется:
S3=S2·e^α·ω,
гдеα - угол, который охватывает участок цепи 2-3.
Натяжение в т. 4 определяется:
S4=S3+W3-4=S3+p1·L1·ω,
Соответственно в т. 5:
S5=S4·k,
где k=1,05...1,1 - коэффициент сопротивления движению цепи на звездочках.
Натяжение в т. 6 определяется:
S4=S5+p1·L1·ω,
Натяжение в т. 7 определяется:
S7=S6·e^α·ω,
Натяжение в т. 8 определяется:
S8=S7+p1·L1·ω,
Работа цепных магазинов характеризуется пульсивными движениями цепи, даже при постоянной скорости движения приводящей звездочки. Кроме того, при пуске также возникает динамические нагрузки.
Динамические усилия в цепи при пуске:
Sду=mм(D/2)·(Ε/Uр),
гдеΕ - угловое ускорение привода;
D - диаметр звездочки;
Uр - передаточное число редуктора;
mм - масса движущихся элементов магазина.
Угловое ускорение двигателя:
Ε=(Mп.ср-Mс)/Iпр,
где Мп. ср - средний пусковой момент двигателя;
Мс - статический момент, который приведен к двигателю.
Время пуска цепи магазина:
tп=ω/Ε,
При постоянной скорости вращения звездочки скорость зуба на начальной окружности V0=const, а скорость цепи будет изменяться по закону:
V0=V·cosφ=ω·R·cosφ,
гдеφ =ωt - угловое перемещение шарнира цепи;
ω - угловая скорость;
R - радиус звездочки на начальной окружности;
t - время.
Ускорение цепи:
a=dV/dt=(d/dt)·ω·R·cosφ=-ω·R·sinφdφ/dt,
Т.к.dφ/dt=ω ,тоa=-ω^2·R·sinφ.
Ускорение изменяется по синусоидальному закону. Максимальная его величина будет при φ=0...α в точках 1 и 3, нулевая при φ=α/2 в т. 2.
amax=±ω²Rsinα/2,
Т.к.sinα/2=P/2R,то amax=±ω²P/2.
Ускорение изменяется от -amax до +amax во время, когда зуб контактирует со следующим шарниром цепи.
Угловая скорость звездочки:
ω=2Πp/60=2ΠV/z0p,
где zo - количество зубьев звездочки;
p - шаг цепи.
Подставим в формулу:
amax=±2Π²V²/z0²p=±2Π²V²/z0(z0p),
Из формулы видно, что ускорение, а соответственно и динамические нагрузки в цепи пропорциональны квадрату скорости и обратно пропорциональны числу зубьев и диаметру звездочки. Т.к. сила к цепи прикладывается моментально, то возникает удар, тогда динамическая нагрузка в цепи будет равна 4amax.
Если учесть инерционную силу, которая направлена в сторону движения в тот момент, когда цепь двигается замедленно , тогда расчетная динамическая нагрузка на цепь составляет:
Sy=4mпр·amax-mпр·amax=3mпр·amax.
Подставим в формулу Sy значение amax, получим выражение для динамических нагрузок:
Sy=6(ΠV/z0)²L·mпр/p.
Динамические нагрузки распространяются вдоль цепи со скоростью звука:
V=(Eц/ρц)¹½,
где Ец - модуль продольной упругости;
ρц - плотность материала цепи.
ρц=mц/Aц,
где mц - масса 1 м цепи;
Ац - средняя плотность ее сечения.
Подставим значение ρц в формулу V, получим:
V=(C0/mц)¹½,
где C0=EцAц - продольная жесткость цепи.
Для того, чтобы избежать резонансных режимов скорости цепи его скорость не должна быть близкой к величине
V=k1(P/L)(A/g)¹½,
где k1=3000-4000 - коэффициент;
Р/L - отношение шага цепи к длине цепи;
А - площадь сечения пластины цепи.
Тяговое усилие на приводящих звездочках:
F=S8-S1+(k-1)(S1+S8).
Мощность двигателя определим по формуле:
N=k2FV/10³η,
где k2=1,15-1,2 - коэффициент запаса;
η - кпд двигателя.
Разрушающая нагрузка на цепь:
Sp=Smax·ny/kн,
где kн=1 - коэффициент неравномерности нагрузки;
nу=6-7 - запас прочности цепи.
Выводы:1. При определении основных параметров магазина необходимо знать условия и режимы работы инструментального магазина.
2. При проектировании инструментального магазина необходимо избегать больших углов наклона α>45 т.к. это ведет к увеличению цепного конвейера и отрицательно сказывается на его работоспособности.
Литература
1.Иванченко Ф.К.Конструкция и расчет подъемно-транспортных машин.-Киев:Вища школа,1983.-351с.
2.Модзелевский А.А.,Соловьев А.В.,Лонг В.А.Многооперационные станки: Основы проектирования и эксплуатация.-М.:Машиностроение,1981.-216с.
3.Колка И.А.,Кувшинский В.В.Многооперационные станки.-М.:Машиностроение,1983.-136с.
4.Прокопенко В.А.,Федотов А.И.Многооперационные станки/Под общ.ред. А.И.Федотова.-Л.:Машиностроение.Ленингр.отделение.1989.-180с.
5.Дащенко А.И.,Шмелев А.И.Конструкции и наладка агрегатных станков.-М.:"Высш.школа",1970.-368с.