|
Biografy |
Russian |
Main |
The basic equipment for processing waste is single screw and many screw etruders.
Modern extruder is the machine providing homogenization becouse of greater shear deformations and also creating the hydrostatic pressure necessary for continuous extrusion of a material through a die.
For submission of a material the screw, screw conveyor is used suplies strips of a conveyor belt to the screw.
The screw is a basic working organ an extruder. It takes a material away from the hopper, recycles it and moves it trouth die. Moving along the barrel the material is mill and melts on the account of the heat released due to the viscous friction. For due condersation air is removed from the material and specific volume of the composition is the diminished. Specific volume deminishing the screw channel is performed with the reduced axis volume that also contributes initial material to the grinding[14].
Screw spiral thread also provides material deformation its continuous transportation along the barrel from to the hopper. The measuring zone the screw serves as screw pump element. A main factor for the transporting material along the axis is it's material moving cooperation whith the screw mobile surfac and with the barrel non-mobile surface. In the hopper zone the quantitive friction coefficientet between the material and the barrel suface. is very important. For the material transport along an screw axis , the friction of the material must be small, and on the barrel surface - is great enough. If this ratio is not performed the material can rotate together with a screw, without transporting along the axis [13.] The scheme of processing is presented on fig. 6.3.

Figure 6.3 -
Layout of processing
Let's consider material behaviour in the "A" field. For degree mixing impact definition which the given material exposed volume to it is necessary to know the shear deformation total size. This figure is equal to the velocity gradient multiplication on the material staying time period in the deformation zone.
The forces acting on a stream of a material in the field of "A":
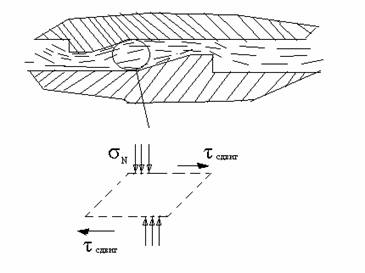
Figure 6.4 –
Destruction of a material in screw channel.
 - shear effort.
- shear effort. - A normal pressure of the barrel and a
screw.
- A normal pressure of the barrel and a
screw.
In this case grinding is caused not by cutting but by material
attriting due to shear deformations. Normal pressure accuring under these
continuous addititionaly press the material to the working parts.
Shear deformations are defined material by velocity it's staying time in the working parts. Stay time in a crack can be received, by dividing the developed length of the screw channel by average velocity material progress.
 - Screw channel development;
- Screw channel development; - Average
particle progress velocity.
- Average
particle progress velocity.
Average velocity depends on a boundary surface dividing movement to a positive and negative direction. However in this case, only movement in a backlash between a case surface and screw surface is considered. Thus velocity will be defined from expression.
 - Screw geometrical sizes;
- Screw geometrical sizes;Due
to the accepted assumption, that outflow in a backlash between the case and a
worm doesn't exist, or in very small charge total value for current in axis
direction will be equal to 0. Therefore ń=1 and the equation will become:
<
/FONT>
Thus
shear deformation occurs in a backlash between the barrel and a screw, in the
field close to a screw axis shear deformation doesn't occur practically.
Elementary power for overcoming viscous friction forces in a screw
cutting, multiplication of the force by material velocity:
Let's integrate this expression once, we shall receive:
At Biografy Russian Main

Capacity necessary for elementary particle destruction
where  For a conveyor tape,
from early the received type:
For a conveyor tape,
from early the received type:

 - Velocity
gradient in an extreme point of a material (on a wall of the barrel)
- Velocity
gradient in an extreme point of a material (on a wall of the barrel)
 a velocity gradient on a barrel wall it is equal:
a velocity gradient on a barrel wall it is equal:
LINKS