
| Биография | Автореферат | Библиотека | Ссылки | Отчет | Индивидуальное задание |
It is describing the machining of teeth of large module hardened gears by way application the special unmodule gear cutters with ceramic inserts. This process allows decreasing the machining time for the machining gears and improves the quality of teeth surface.
В связи с тем, что тяжелые отечественные зубофрезерные станки, изготовленные АО «Коломенский ЗТС» (г. Коломна), по жесткости не предназначены для работы методом обкатки твердосплавными инструментами, а также из-за сложности инструмента и сравнительно невысокой стойкости используемых твердых сплавов, производственный опыт ряда заводов показал, что точность чистовой обработки крупномодульных m>12мм закаленных HRC, 50-55 колес червячными твердосплавными фрезами по нормам плавности и контакта не превышает 9 – 10-й степеней точности по ГОСТ 1643-81.
Поэтому для чистовой зубообработки колес крупного модуля предложен метод прерывистого обката с использованием дисковых немодульных фрез (размеры фрез не зависят от модуля), оснащенных керамическими пластинами, и специальных фрезерных суппортов[1,2].
Метод прерывистого обката используется на зубострогальных и зубошлифовальных станках и обладает тем преимуществом, .что в момент рабочего хода инструмента заготовка колеса совершает незначительный поворот, т.е. обработка протекает, по сравнению с методом обкатки, в более жестких условиях.
Кроме того, при этом методе частота вращения инструмента не связана кинематически с частотой вращения заготовки, что позволяет использовать в качестве режущих материалов керамику и сверхтвердые материалы. т.е. увеличить скорость резания в 3-4 раза (до 5-8 м/сек) и обеспечить повышение производительности обработки при высоком качестве обработанной поверхности зубьев. Увеличивается в 6-7 раз, по сравнению с обратной червячной фрезой, количество резов, профилирующих эвольвентную поверхность зубьев, что обеспечивает высокую точность их обработки низкую шероховатость.
Реализация новой технологии зубообработки закаленных колес могут осуществляться как с помощью несложных по конструкции фрезерных суппортов, устанавливаемых на зубострогальных станках фирмы «MAAG»(Швейцария), так и путем модернизации тяжелых зубофрезерных стацк отечественного производства.
На зубострогальных станках взамен суппорта, несущего гребену устанавливается спецсуппорт, состоящий из основания, электродвигателя шпинделя и дисковой фрезы с керамическими пластинами.
АО «Коломенский ЗТС» разработал техническую документации й освоил производство специальных фрезерных суппортов к серийным вертикально-зубофрезерным станкам мод. 5А342 и мод. 5343 [2,3,4]. На рис. 1 показана принципиальная конструкция спецсуппорта к станку мод.5А342 [3].
Суппорт состоит из основания 1 присоединяемого к колонне станка поперечной траверсы 2, на которой размещена инструментальная каретка 3 с индивидуальным приводом 4 дисковой фрезы 5.
Тангенциальное перемещение Vm траверсы 2 осуществляется с помощью ходового винта 6, а возвратно-поступательные перемещения вверх-вниз V1и каретки 3 с инструментом осуществляется с помощью высокомоментного электродвигателя 7 и шариковинтовой пары 8.
Суппорт позволяет обрабатывать закаленные зубчатые колеса с модулем зубьев m=14-36 мм; наружным диаметром Da=1500мм, длиной зуба 500мм, углом наклона зубьев B=15°.
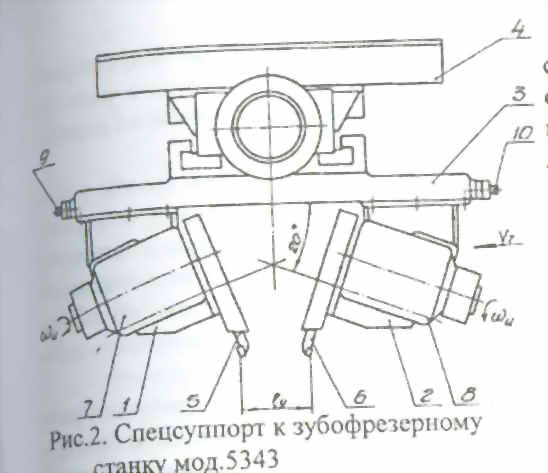
Отличительными особенностями спецсуппорта к станку модели 5343 являются (рис.2) наличие двух шпинделей 1 и 2, расположенных по отношению к основанию 3 под углом аш=20°, и увеличенная длина направляющих траверсы 4, позволяющая обрабатывать зубчатые колеса с длиной зуба до h=1500мм.
Каждая из двух дисковых фрез 5 и 6 имеет индивидуальный привод 7 и 8, а расстояние lу между ними регулируется с помощью установочных винтов 9 и 10.
Суппорт позволяет обрабатывать закаленные зубчатые колеса с модулем зубьев до m=50 мм, углом наклона зубьев до m=15° и наружным диаметром до Do=3000 мм.
Используемые на спецсуппортах дисковые фрезы обрабатывают только боковые поверхности зубьев закаленных колес, поэтому черновое нарезание зубьев осуществляется до термообработки специальными червячными, дисковыми или пальцевыми модульными фрезами с "протуберанцем".
Дисковая фреза одностороннего резания (рис.3) состоит из корпуса 1, на периферийной поверхности которого сделаны 24 паза, В пазы вставлены керамические режущие пластины 2 (форма 03131 по ГОСТ 25003-81, материал ВОК-71 по ГОСТ 26630-85), которые закрепляются в корпусе посредством прижимов 3 и винтов 4, Кольцо 5, служащее для базирования режущих пластин, крепится к корпусу 1 винтами 6.
Для обработки правой или левой боковой поверхности зубьев устанавливают и закрепляют в спецсуппорте, соответственно, правую или левую фрезу.
Фреза крепится к шпинделю спецсуппорта четырьмя винтами М12. Крутящий момент от шпинделя к фрезе передается двумя торцевыми шпонками.

После обработки левой боковой поверхности всех зубьев колеса левая дисковая фреза на спецсуппорте [3] меняется на правую. Изменяется направление вращения колеса и ход фрезы на обратные и производится обработка другой стороны зубьев колеса.
Для устранения переустановок дисковых фрез на спецсуппорте [3] разработана конструкция дисковой фрезы двухстороннего резания (рис.4), позволяющая вести обработку правой и левой боковых поверхностей зубьев.
Отличительной особенностью двухсторонней фрезы [5] является наличие второго ряда режущих пластин, смещенных относительно первого ряда на половину окружного шага.
В процессе обработки вначале одним рядом пластин обрабатывают одну из боковых поверхностей зубьев колеса, например правую, а затем, после реверса колеса и направления тангенциального перемещения каретки с инструментом, обрабатывают вторую – левую боковую поверхность зубьев.
Такая конструкция дисковой фрезы позволяет сократить номенклатуру зуборезного инструмента и сэкономить вспомогательное время на переустановку.
Лабораторные и производственные исследования показали, что новая технология позволяет повысить точность обработки Пц закаленных колес на 2-3 степени по сравнению с обработкой твердосплавными червячными фрезами а по точности сравниться с зубошлифованием при более высоком качестве обработанной поверхности зубьев. При этом технологический процесс в 5-6 раз более производителен, чем зубошлифование.

Список литературы: 1. Шаповалов В.Ф., Печеный В.К., Кноблохи др. Лезвийная обработка крупномодульных закаленных колес инструментом, оснащенным керамикой - Вестник машиностроения. 1991, №2, с.51-53. 2. Шаповалов В.Ф., Печеный В.И., Аристархов Н.И. и др. Расширение технических возможностей тяжелых зуборезных станков. - Весстник м шиностроения. 1994, №б,с.30-31. 3. Зубофрезерный станок. Патент Pоссийской федерации №2082567. 4. Зубофрезерный станок. Патент Российской федерации №2064376. 5. Сборная зубофрезерная фреза. Решение выдачи патента Российской федерации по заявке №4931120/08/0349»
| Биография | Автореферат | Библиотека | Ссылки | Отчет | Индивидуальное задание |