В. А. Ульянов, А. С. Парфенюк
Донецкий Национальный Технический Университет
Определение физико-механических характеристик твердых отходов для обеспечения надежности
процесса их переработки// Охрана окружающей среды и рациональное использование природных ресурсов. Сборник докладов. Т.1. - Д., 2004. - №3. - С. 150-154
В связи с нестабильностью физико-механических
характеристик ТБО необходима их предварительная подготовка к последующим стадиям переработки; Предлагается
процесс комплексного механического воздействия на сырье — бароформинг. Описываются основные режимные моменты и
параметры данного метода подготовки. Исследованы физико-механические характеристики старых и новых ТБО с целью
проектирования оборудования для осуществления бароформинга. 3 рисунка, 4 литературных источника.
В связи с нестабильностью физико-механических характеристик ТБО
необходима их предварительная подготовка к последующим стадиям переработки; Предлагается процесс комплексного
механического воздействия на сырье — бароформинг. Описываются основные режимные моменты и параметры данного
метода подготовки. Исследованы физико-механические характеристики старых и новых ТБО с целью проектирования
оборудования для осуществления бароформинга. 3 рисунка, 4 литературных источника.
В связи с тем, что в Донецкой области каждый год образуется около
6 млн.м3 ТБО, а накопленное за все годы количество отходов составляет около 400 млн.м3, необходимо скорейшее
создание крупномасштабных предприятий для их переработки.
Применяемые в мире способы решения проблемы твердых отходов в
большинстве своем сводятся к пассивным методам, включающим компактирование, капсулирование, захоронение или
складирование на полигонах. Активные методы переработки связаны в основном с термическим и другими воздействиями
на ТБО, приводящими к их структурно-химическим превращениям. К ним относятся сжигание, пиролиз, термолиз,
газификация, катализ, различные биотехнологические процессы и т. д. Но все они не обеспечивают должного уровня
экологичности и экономической эффективности при необходимой высокой производительности.
По составу отходы состоят на 30 - 50% из горючих материалов и на
20 -40% — из негорючего балласта: металла, стекла, керамики. Экспериментальными исследованиями установлено, что
теплота сгорания ТБО может достигать в среднем 7 МДж/кг при влажности 25% и содержании горючих компонентов до 50%,
что ставит их по калорийности впереди горючих сланцев, но после углей Канско-Ачинского бассейна.
Такие обстоятельства делают привлекательным использование ТБО как вторичного сырья с получением энергетического
топлива, полупродуктов и сырья для химической и строительной промышленности.
В ходе поиска и анализа путей реализации способов и средств
переработки ТУО установлено, что необходимо комплексное воздействие, которое состоит из механического,
термического и химического и обеспечивает глубокую переработку и утилизацию ТУО. При этом термическое воздействие
является завершающей стадией, в результате чего должны быть получены газообразные и жидкие продукты, энергия и
строительные материалы. Универсальным и наиболее полным способом осуществления данного процесса является
переработка в наклонных термолизных печах.
Для обеспечения работоспособности печей термолиза и повышения их
производительности необходимо, чтобы поступающий на термолиз материал обладал определенными структурными,
плотностными и прочностными характеристиками.
Одна из проблем переработки любого сыпучего многокомпонентного
сырья состоит в стабилизации его свойств. Это особенно важно при переработке промышленных и бытовых отходов,
отличающихся неоднородностью состава, плотности и других физико-механических характеристик (ФМХ), что может
отрицательно повлиять на стабильность технологического процесса их переработки. Поэтому необходима подготовка
сырья к последующим стадиям переработки.
Предлагается применить к компаунд-смеси ТБО процесс бароформинга,
который заключается в комплексе механических воздействий, состоящих из операций измельчения, классификации,
смешения и прессования. Брикетированные и окомкованные материалы обладают лучшими свойствами в отношении процессов
дозирования, загрузки, истечения и транспортирования.
В предлагаемой технологической схеме бароформинга это осуществимо
после измельчения ТБО в дробилке до мелких классов. В связи с большими коэффициентами упругого расширения
компаунд-смеси предлагается осуществлять 2-3 стадии прессования для получения стабильных, высоких плотностных и
прочностных характеристик. Как показали проведенные исследования многостадийного прессования, во время повторного
уплотнения компаунд-смеси происходит увеличение конечной плотности и прочности прессовок, уменьшение коэффициентов
упругого расширения, времени релаксации внутренних напряжений и энергоемкости уплотнения, уменьшается анизотропия
прочностных свойств.
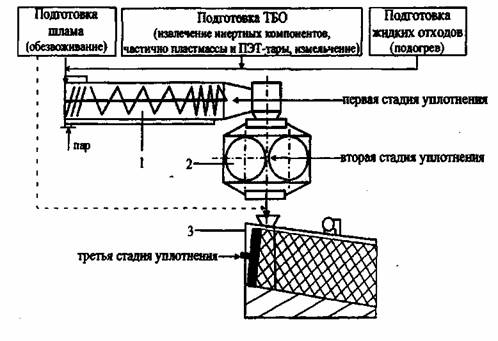
Рисунок 1 — Принципиальная схема процесса бароформинга
Первая стадия предусматривает смешение ТБО и отходов старых свалок
со связующим и уплотнение от 250-400 кг/м3. до 450-600 кг/м3 в смесительно-прессующей машине. На этом этапе
происходит внешнее или первичное уплотнение насыпной массы "новых и старых" ТБО без изменения внутренней
структуры в результате устранения пустот между частицами и создания поверхности контакта между ними.
На второй стадии процесса необходимо обеспечить стабилизацию
прочностных и структурных характеристик сырья и повысить его плотность до 850-900 кг/м3. Здесь происходит
внутреннее уплотнение за счет сжатия, взаимного смещения частиц и уплотнения первичной структуры смеси;
завершается процесс формирования структуры прессовки под действием молекулярных сил сцепления с образованием
прочностных связей между частицами; удаляется 20-50% воздуха и избыточной влаги из ТБО. Процесс прессования на
этом этапе характеризуется давлением уплотнения порядка 10-15 МПа при относительно небольших размерах получаемых
прессовок.
После второй стадии прессования брикеты должны удовлетворять
следующим требованиям:
-атмосфероустойчивостью — не разрушаться от температурных воздействий
и атмосферных осадков;
-механической прочностью — выдерживать достаточно высокие
сопротивления удару, изгибу и истиранию;
- достаточной пористостью, обеспечивающей хорошую проницаемость
привысоких температурах в термолизной печи;
- содержать минимальное количество влаги, наличие которой требует
дополнительного расхода тепла на испарение;
- температуроустойчивостью — не разрушаться от воздействия высоких
температур.
На третьей стадии предусматривается получение спрессованного
монолитного блока, обладающего требуемой прочностью, и перемещение его в камеру термолиза. На этом этапе давление
прессования не превышает 1,6?1,8 МПа. Поперечные размеры блока загрузки должны соответствовать размерам камеры
прессования.
Производительность прессующего оборудования на каждой стадии
определяется производительностью термолизных агрегатов. В качестве прессующего устройства на второй стадии выбран
валковый пресс, преимущества которого заключаются в непрерывности процесса, высокой производительности,
отсутствии динамических нагрузок, сравнительно малом износе рабочих поверхностей, невысоком расходе энергии и
отсутствии дополнительной обработки брикетов, на третьей — камера прессования с прессующе-проталкивающим
устройством, представляющим собой пресс-толкатель с гидроприводом и маслостанцией.
При проектирования и конструирования техники для бароформинга
исходными данными служат объемная плотность материала, его крупность, начальное сопротивление сдвигу,
коэффициенты внутреннего и внешнего трения, паспорт прочности, параметры компрессионной кривой, энергоемкость и др.
Так для обеспечения безотказной работы валкового пресса с учетом ограничений [2], должны выполняться два условия:
- отсутствие проскальзывания валков, т.е. равенство касательных
напряжений силам сухого трения на поверхности валка:
- получение брикетов с заданной плотностью
Для прессования в прессующее-проталкивающем устройстве условиями являются:
- проталкивание обеспечивается при таких значениях действующих
на рабочую массу внешних сил со стороны толкателя, когда они превышают суммарные силы сопротивления:
при этом прессование прекращается и начинается процесс ее проталкивания;
- получение спрессованных блоков, обладающих достаточной прочность,
т.е. не разрушающихся от действующих нагрузок на выходе из камеры прессования
Предельные напряжения связаны с модулем деформации Е и коэффициентом Пуассона и зависят от давления уплотнения:
Для определения значений определяющих ФМХ ТБО и анализа отличительных
особенностей и степени их изменения при механическом воздействии были выполнены экспериментальные исследования по
имеющимся методикам [3].
Было проведено несколько десятков серий сдвиговых, компрессионных и
прочностных испытаний в диапазоне давлений от 5 до 15 МПа со статической обработкой данных.
Рисунок 2 — Компрессионные кривые для компаунд-смесей промбытотходов.
Прочностные характеристики зависят от состава смесей, содержания
влаги, давления уплотнения и крупности частиц материала. После прессования до давления 5 МПа получены
Qсж = 170-475 кПа, Qр = 62,4-94,5 кПа. При увеличении давления уплотнения до 15 МПа происходит существенное
упрочнение материала (Qсж = 338-580 кПа, Qр = 84,54-128,1 кПа). Эксперименты показали значительное снижение
прочности брикетов за счет присутствия в смеси частиц пластмассы. Это объясняется ее упругими свойствами.
Увеличение содержания влаги приводит к упрочнению брикетов.
Обработка результатов испытаний на прочность включала построение
паспорта прочности (рис.3) и определение параметров кривой предельного равновесия.
Сдвиговые испытания позволили установить характер изменения
коэффициентов внутреннего f и внешнего f0 трения в зависимости от влажности W и количества вносимых добавок.
Для всех составов смесей влияние влажности на коэффициент внутреннего трения заметно больше, чем на коэффициент
внешнего трения. Касательные напряжения адгезионного сдвига ?0 при этом имеют выраженную связь с коэффициентом
трения: при наличии максимума у коэффициента внутреннего трения f величина ?0 имеет минимум и наоборот.
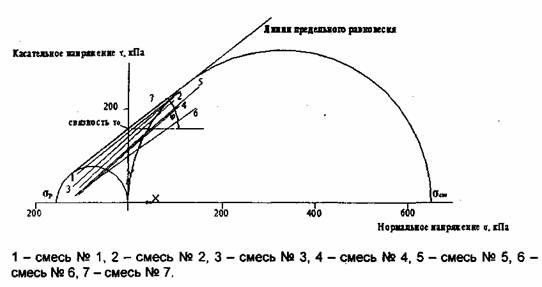
Рисунок 3 — Паспорт прочности для составленных смесей
Исследования в целом показали, что предлагаемая технология
комплексной переработки ТБО представляет собой эффективный процесс, позволяющий перерабатывать различные отходы
с добавлением при необходимости различных компонентов. Позитивным фактором также является уплотнение отходов
с целью стабилизации их свойств.
Перечень литературы:
1. Парфенюк А. С., Веретельник С. П., Кутняшенко И. В.,
Топоров А. А., Мельниченко А. Г. / Проблема создания промышленных агрегатов для утилизации твердых
углеродистых отходов. Возможности ее решения // "Кокс и химия", 1999, №3, С.40-44.
2.Парфенюк А. С., Кутняшенко И. В., Топоров А. А., Веретельник С. П.,
Мельниченко А. Г. / Значение физико-механических характеристик твердых отходов при проектировании техники для
их переработки. // Материалы международной научно-технической конференции: "Машиностроение и техносфера на рубеже
XXI века". Донецк, 1998, С.278-280
3.Парфенюк А.С., Мельниченко А.Г, Кутняшенко И.В., Топоров А. А. /
Исследование физико-механических свойств твердых промышленных и бытовых углеродистых отходов // Сборник
научных трудов ДонГТУ. Серия: Химия и химическая технология. Выпуск №13., 2000, Донецк: ДонГТУ. С. 149-153