Blast Furnace Granular-Coal Injection System Demonstration Project
Participant: Bethlehem Steel Corporation
Location: Burns Harbor, Porter County, IN (Bethlehem Steel's Burns Harbor Plant, Blast Furnace Units C and D)
Plant Capacity/Production: 7,000 net tons of hot metal (NTHM)/day requiring 2,800 tons/day of coal (each blast furnace)
Coal: Virginia Pocahontas/Buchanan; 0.76% S, 86.39% C Oxbow; 0.76% S, 73.2% C
Technology: British Steel and Clyde Pneumatic blast furnace granular-coal injection (BFGCI) process
Additional Team Members
British Steel Consultants Overseas Services, Inc. (marketing arm of British Steel Corporation) technology owner Clyde Pneumatic (formerly named Simon-Macawber, Ltd.) equipment supplier Fluor Daniel, Inc. architect and engineer ATSI, Inc. injection equipment engineer (North America technology licensee) Project Funding Total cost DOE Participant $194,301,790 $31,824,118 $162,477,672 100% 16% 84%
Project Objective
To demonstrate that granular coal could effectively displace coke and maintain established blast furnace production rates and quality specifications; to determine the effect of coal chemistry, such as ash content (quantity and sulfur levels) and volatile levels, on blast furnace performance; and to evaluate the economics of granular coal injection relative to natural gas injection.
Technology/Project Description
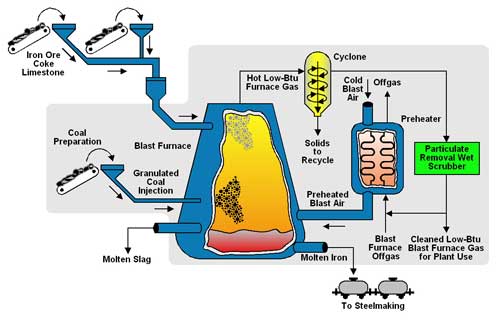
The BFGCI process uses granular coal, which requires significantly less grinding energy than pulverized coal to produce. The coal, along with heated air, is blown into the lower part of the blast furnace through passages called tuyeres, which create swept zones in the furnace called raceways. This preheated blast air provides partial oxidation of the coke introduced along with the iron ore and limestone at the top of the furnace. The coke serves as the primary fuel and reducing agent for the process. The carbon reacts with the air and the iron oxide ore to produce heat, iron, and carbon monoxide. The limestone acts as a fluxing agent, creating a slag to capture mineral constituents such as sulfur and silicon not wanted in the product. The low-Btu gas leaving the furnace is essentially free of sulfur and is used to preheat blast air and fire a boiler for on-site power.
Bethlehem Steel introduced coal injection primarily to reduce the amount of coke needed in the blast furnace. Natural gas was normally injected into the tuyeres as a supplemental fuel. High levels of air toxics emissions result from coke production requiring extensive, expensive control systems. Bethlehem Steel retrofitted Units C and D at its Burns Harbor facility, both rated at 7,000 NTHM/day. The project sought to determine the effect of coal size and chemical composition on process perfomance and economics.
Bethlehem Steel Granular Coal Injection Process Flow Diagram
Results Summary
Environmental
BFGCI technology, using low-volatile, low-ash coal, displaced up to 0.96 pounds of coke for every pound of coal, thereby reducing the air toxics emissions associated with coke production. By adjusting blast furnace slag, no additional sulfur emissions resulted from the coal injection, and sulfur levels in the product remained within the specified range.
Operational
Granular coal performed as well as pulverized coal on the large blast furnaces and proved easier to handle than pulverized coal, which tended to plug equipment when using low-volatile coals. Direct comparative testing on a specific coal showed that 60% less energy is consumed in granulating coal than in pulverizing coal. Coal injection decreased furnace permeability, which can adversely affect hot blast flow rate and furnace productivity, but increasing oxygen enrichment and moisture content returned permeability and productivity to acceptable levels. Low-volatile coal replaced significantly more coke than did lower carbon content, high-volatile coal, which was a major objective and also a measure of the quality of the overall operation. Using low-volatile Virginia Pocahontas coal, the coke rate was reduced from approximately 740 lb/NTHM to 661 lb/NTHM. There is a coke rate disadvantage of 3 lb/NTHM for each one percent increase in ash content at an injection rate of 260 lb/NTHM. Higher ash coal had no adverse effect on furnace permeability, productivity, or product quality, but the slag volume increased.
Economic
The capital cost for one complete injection system at Burns Harbor was $15,073,106 (1990$) for the 7,000 NTHM/day blast furnace. The total fixed costs (labor and repair costs) at Burns Harbor were $6.25/ton of coal. The total variable costs (water, electricity, natural gas, and nitrogen) were $3.56/ton of coal. Coal costs were $50-60/ton. At a total cost of $60/ton and a natural gas cost of $2.80/106 Btu, the iron cost savings would be about $6.50/ton of iron produced. Based on the Burns Harbor production of 5.2 million tons of iron per year, the annual savings is about $34 million.
Project Summary
Bethlehem Steel retrofitted two high-capacity blast furnaces with BFGCI technology, Units C and D, at their Burns Harbor facility in a successful attempt to reduce coke use and become a self-sufficient supplier. The questions posed in applying the technology went to the effect of coal grind (size) and coal chemistry on coke displacement and furnace performance. A coal pulverizer was used to provide a range of coal grinds from granular (30% passing 200 mesh) to pulverized (80% passing 200 mesh). Each 7,000-NTHM/day furnace required approximately 2,800 tons/day of coal. Each BFGCI unit included a raw coal reclaim area and two 240-ton enclosed storage bins, a 500-Hp Williams variable speed coal-grinding mill and integrated dryer, two 180-ton product coal silos designed to exclude oxygen, two distribution bins each with 14 conical pant leg distributors, 28 injectors with lock hoppers and metered screw feeders, and a high-pressure air system transporting the coal 600 feet to injection lances mounted on 28 separate tuyeres.
Operational Performance
Initial steady-state testing involved operation on granulated (15% passing 200 mesh) Virginia Pocahontas low-ash, low-volatile, high-carbon coal in the Unit C furnace. This coal was selected as the baseline coal after a series of trials on different coal types. An average coal injection rate of 264 lb/NTHM was achieved over the baseline October 1996 performance period. The furnace coke rate during the period was 661 lb/NTHM, down from 740 lb/NTHM when operating on natural gas.
Increasing slag volume in the furnace controlled the additional sulfur and silicon loading from the coal injection to specified levels in the hot metal product. The slag also captured sufficient sulfur to prevent any additional sulfur in the furnace gas output. An adverse downturn in furnace permeability resulting from coal injection was moderately compensated for by increasing the oxygen enrichment from 24.4% to 27.3% and increasing steam input from 3.7 grains/scf to 19.8 grains/scf. The permeability adjustments enabled furnace productivity to be maintained.
To determine the coal/coke replacement ratio, all factors impacting on coke rate other than coal injection had to be removed from the equation. After doing so, the adjusted furnace coke rate shows that one pound of Virginia Pocahontas baseline coal displaces 0.96 pounds of coke. The next test addressed the impact of ash volume on coke displacement and furnace performance. To do so, only the percentage of ash was increased, not the coal or ash chemistry. This was done by eliminating a coal cleaning step on the Pocahontas Seam coal (obtained from the Buchanan Mine), which increased the ash content from 5.3–7.7%. Tests showed that there is a coke rate disadvantage of 3 lb/NTHM for each one percentage point increase in coal ash content at an injection rate of 260 lb/ NTHM; and the higher ash coal had no adverse impact on furnace permeability, productivity, or product quality.
Comparative testing followed to evaluate the effect of coal grind size (granular versus pulverized) on coke displacement and furnace performance as well as the effects of coal chemistry. Furnace D was used because of some temporary operating difficulties on Furnace C. A high volatile, low-carbon Oxbow western coal was used in lieu of the baseline coal because of plugging problems experienced when pulverizing the baseline low-volatile coal and because there was the need to evaluate the impact of high-volatile coal on furnace performance. The Oxbow coal averaged 73.2% carbon and 11.2% ash versus 86.3% carbon and 5.3% ash for the baseline coal. The granular Oxbow coal grind was 15% passing 200 mesh and the pulverized Oxbow coal grind was 74% passing 200 mesh. Granular coal production required 60% less energy (19.6 kWh/ton) than pulverized coal production (31.4 kWh/ ton). The grinding mill production rate for pulverizing the coal limited the coal injection rate to 183 lb/NTHM. After adjusting for the lower coal injection rate and other factors, it was determined that the coke rate when using the Oxbow coal was 46 lb/NTHM higher than when using the low-volatile baseline coal during tests—a substantial disadvantage. The blast furnace performance was unaffected by whether the coal was pulverized or granular at the coal injection rate of 183 lb/NTHM.
Environmental Performance
Data collected over each test period show that the use of injected coal in the blast furnace does not cause an increase in the sulfur content of the gas for coals averaging 0.76% sulfur. Evidence suggests that adjustments to slag volume and chemistry could effectively handle higher sulfur coals. However, the greatest environmental benefit derived from application of the BFGCI technology is the reduction in coke usage. Coke production is air toxics intensive and to be avoided if at all possible. With the application of the BFGCI technology, Bethlehem Steel can maintain steel production with the limited coke production currently on site.
Economic Summary
Capital cost for one complete injection system at Burns Harbor was approximately $15 million (1990$). This does not include infrastructure improvements, which cost $87 million at Burns Harbor. The fixed operating cost, which includes labor and repair costs, was $6.25/ton of coal. The variable operating cost, which includes water, electricity, natural gas, and nitrogen, was $3.56/ton of coal. Coal costs were $50–60/ton. This brought the total operating costs to $59.81–69.81/ton of coal. Using $60/ ton of coal and a natural gas cost of $2.80/106 Btu, the cost savings would be about $6.50/ton of iron produced. At Burns Harbor, which produces 5.2 million tons of iron per year, the annual savings would be about $34 million and the payback period 3.44 years, using a simple rate of return calculation.
Commercial Applications
There are 35 operating blast furnaces in the United States. Seventeen of them are already using some type of coal injection. An extensive market analysis conducted by Bethlehem Steel showed that 18 of the 35 blast furnaces have the potential to utilize a BFGCI system. In August 1994, U.S. Steel Group contracted with ATSI and Clyde Pneumatic for the installation of a BFGCI unit at their Fairfield Works in Alabama, Blast Furnace #8. The unit, which began operating in 1995, is similar to Bethlehem's except that no added coal grinding facility was needed to meet the granular coal sizing requirements. Fairfield Works Blast Furnace #8 produces 6,300 NTHM/day. The BFGCI installation cost at Fairfield was $20.2 million, with an additional $5.5 million required to build a coal load-out facility.