ИССЛЕДОВАНИЕ ВЛИЯНИЯ ЛОКАЛЬНЫХ ОБЖАТИЙ НА ГОРИЗОНТАЛЬНОМ ПРЕССЕ УГЛОВЫХ УЧАСТКОВ ТОРЦОВ СЛЯБОВ НА ФОРМУ СЛЯБОВ В ПЛАНЕ
Юрейко А.З. (МОД 06 бм), Руденко Е.А.
(ДонНТУ, г. Донецк)
Для Украины актуальной проблемой при производстве толстолистового проката является высокий удельный расход металла. Так, выход годного на действующих толстолистовых станах Украины составляет 0,78 - 0,85. При этом основную долю отходов в прокатке толстых листов (до 90%) составляет обрезь – боковая и торцевая. Поэтому приближение формы листовых готовых раскатов в плане к прямоугольной является основным путем экономии металла при прокатке.
Добиться уменьшения расхода металла при прокатке толстых листов можно путем управления формой раскатов в плане.
В наше время широкое применение нашли способы управления, основанные на воздействии на форму концов раската в плане. Наиболее распространенные из них - обжатие торцов слябов в черновой вертикальной клети; переменное обжатие по длине слябов в черновой клети с вертикальными валками; прокатка слябов в первых черновых проходах “на угол”.
Самые высокие показатели по выходу годного (до 95%) получены на толстолистовых станах в Японии. Такой уровень был достигнут за счет применения переменного обжатия по длине раската в горизонтальных валках черновой клети в определенных проходах. В основу способа положено прогнозирование формы раската в плане после определенного прохода с последующим изменением обжатия по длине раската (профилирование широкой грани) в этом проходе с целью получения конечного раската прямоугольной формы. Для профилирования широкой грани производится увеличение обжатия по длине раската от торцов к средней части, как в первых продольных проходах при протяжке, так и в поперечных проходах при разбивке ширины.
Однако указанные способы прокатки имеют существенный недостаток – они реализуются только при помощи автоматизированных систем управления с использованием ЭВМ, специальных датчиков положения раската и быстродействующих гидравлических нажимных устройств. Установка подобного оборудования в линии уже работающего стана может быть затруднена или вообще невозможна. Кроме этого внедрение дополнительного оборудования требует больших материальных затрат.
математической модели, а также возможности применения данного способа управления на существующих станах.
Поиск параметров формоизменения раскатов в плане производится путем физического моделирования условий обжатия на горизонтальном прессе с последующей прокаткой образцов на лабораторном стане.
В качестве моделирующего материала предполагается использовать пластилин. Масштаб моделирования принят 1:10, что обусловлено возможностями оборудования.
В качестве параметров формы раскатов в плане приняты: стрела вогнутости (-), выпуклости (+) и средняя стрела fср.
На лабораторном прессе обжимали угловые участки образцов шириной 60 мм, длиной 75, 100 и 125 мм. Угол наклона бойков определяли из условия получения длины очага деформации равной трети ширины образца.
В качестве независимых переменных, оказывающих основное влияние на параметры формоизменения слябов на прессе, принято отношение длины сляба к толщине L0/H0, относительное обжатие угловых участков торцов образца ∆L/L0 и суммарный коэффициент вытяжки ![]() .
.
Полученные результаты показаны на рисунке.
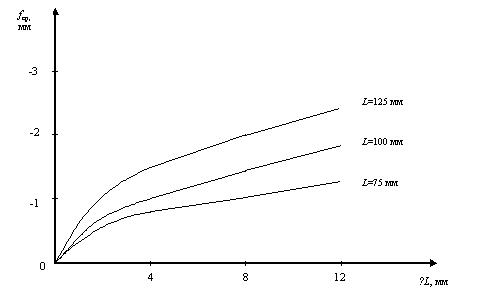
Из рисунка видно, что стрела вогнутости боковых граней образцов увеличивается в зависимости от обжатия и длины образца.
В результате выполненных исследований установлено, что торцевые обжатия угловых участков сляба на прессе существенно влияют на форму слябов в плане, и данный эффект может быть использован в разработке нового способа управления формой листа.