МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ПРОЦЕССА ШТАМПОВКИ КОЛЕС МАЛОГО ДИАМЕТРА
Снитко С.А., Забродний А.И.(МОД 06м)
Разработку и освоение новых технологий штамповки и прокатки колес, в том числе малого диаметра актуально выполнять в предельно сжатые сроки, обеспечивая при этом высокое качество колес, соответствующее мировым стандартам.
Работа посвящена решению актуальной задачи по созданию математической модели процесса штамповки колес малого диаметра, которая необходима для разработки калибровок штампов.
Для нахождения зависимости расчета степени заполнения металлом штампов в зонах обода, ступицы и гребня, положения нейтральной линии в диске, а также сил при штамповке колесных заготовок выполнен планируемый расчетный эксперимент в зависимости от двух факторов: ho/Ho, hc/Hc. Здесь Но – высота обода колеса после формовочного пресса силой 60 МН; ho – высота верхней части обода колесной заготовки, полученной на заготовочном прессе силой 40/20 МН; Нс – высота ступицы колеса после пресса силой 60 МН; hc - высота верхней части ступицы колесной заготовки полученной на прессе силой 40/20 МН. Выбраны параметры определяющие: степень заполнения металлом штампов в зонах обода hTo/ho, ступицы hTc/hc и гребня hTг/hг; положение нейтральной линии в диске - Dн/Dc; обобщенный коэффициент напряженного состояния k, необходимый для расчета силы штамповки.
Параметры yi определены в виде полиномов второй степени

(1)
Пределы изменения факторов исходя из технологических соображений выбраны следующие: ho/Ho= (0,13 – 0,39); hc/Hc= (0,14 – 0,42). Реализация опытов выполнялась путем конечно-элементного моделирования. На рисунке показанs начальный и конечный моменты штамповки по опыту №6.
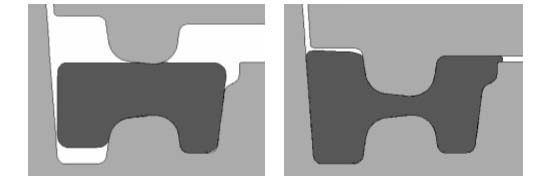 Рисунок. Результаты реализации опыта № 6
Рисунок. Результаты реализации опыта № 6
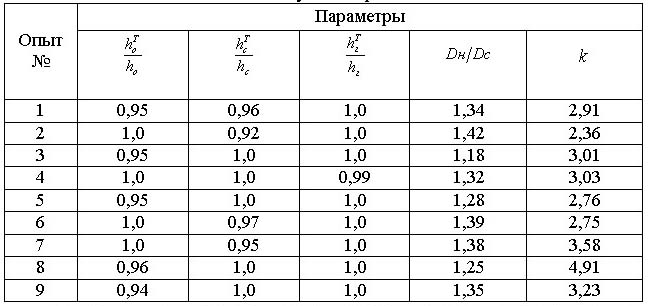
Обработка результатов по каждому опыту включала измерения ширин ободьев, высот ступиц и гребней. Для расчета параметра Dн/Dc предварительно были определены нейтральные линии в дисках, относительно которых массы частей колеса, полученных на прессе силой 60 МН и колесных заготовок, полученных на прессе силой 40/20 МН, были равными. Коэффициенты рассчитаны на основе полученных после реализации всех опытов значений сил штамповки. Параметры по каждому из 9-ти опытов представлены в табл. 1.
Таблица 1. Результаты реализации опытов
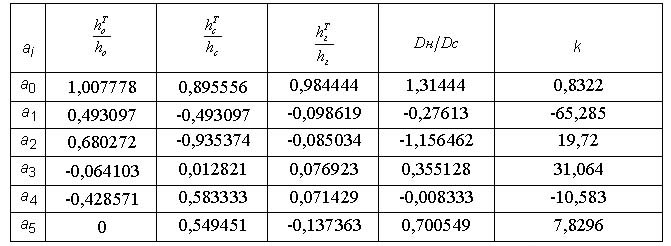
Результаты расчета регрессионных коэффициентов ai, входящих в уравнение (1) для расчета искомых параметров в зависимости от указанных выше 2-х факторов, представлены в табл. 2
Таблица 2. Коэффициенты ai
Выполненная проверка адекватности полученных уровнений дала положительные результаты.
Руководитель: д.т.н., профессор Яковченко А.В.