Автобиография
Электронная библиотека
Ссылки по теме
Отчёт о поиске
Индивидуальное задание
Автореферат по теме магистерской работы
"Повышение качества токарной обработки за счёт ультразвуковых воздействий"
Введение
Попытки использования энергии ультразвукового (УЗ) поля для интенсификации процессов механической обработки известны с конца 30-х годов ХХ века. Характерной особенностью современного состояния физики и техники ультразвука является многообразие его применений, охватывающих частотный диапазон от слышимого порога до частот в несколько мегагерц и область мощностей от долей милливатт до десятков киловатт с использованием модуляции колебаний по амплитуде, частоте и фазе. Малость длины волны обуславливает лучевой характер распространения УЗ волн. Благодаря этому начинает широко применяться фокусирование УЗ волн посредством акустических линз, рефлекторов и излучателей вогнутой формы. Последнее позволяет концентрировать звуковую энергию, получая в среде высокие значения интенсивности звука, которых на поверхности традиционных излучателей колебаний получить невозможно. Современные фокусирующие системы позволяют формировать заданные характеристики направленности ультразвуковых колебаний (УЗК) и управлять ими.
Из основных эффектов и путей использования энергии УЗ поля при механической обработке выделим:
– кавитацию – возникновение в жидкости массы пульсирующих пузырьков, заполненных паром, газом или их смесью;
– звукокапиллярный эффект – аномально глубокое проникновение жидкости в капилляры и узкие щели под действием УЗК;
– эффект снижения трения и увеличения пластичности как при параллельной, так и при нормальной ориентации колебательных смещений относительно граничной поверхности;
– УЗ распыление жидкости в колеблющемся с УЗ частотой слое жидкости или в УЗ фонтане на высоких частотах (десятков килогерц в слое, на частотах мегагерцевого диапазона в фонтане).
Историческая справка
Первые работы по ультразвуку были сделаны ещё в 19 в. Французский учёный Ф. Савар (1830) пытался установить верхний предел по частоте слышимости уха человека; изучением ультразвука занимались английский учёный Ф. Гальтон (1883), немецкий физик В. Вин (1903), русский физик П. Н. Лебедев и его ученики (1905). Существенный вклад был сделан французским физиком П. Ланжевеном (1916), который впервые использовал пьезоэлектрические свойства кварца для излучения и приёма ультразвука при обнаружении подводных лодок и измерениях глубин моря. Г. В. Пирс в США (1925) создал прибор для измерения с большой точностью скорости и поглощения ультразвуку в газах и жидкостях (так называемый интерферометр Пирса). Р. Вуд (США) (1927) добился рекордных для своего времени интенсивностей ультразвука в жидкости, наблюдал ультразвуковой фонтан и исследовал влияние ультразвука на живые организмы. Советский учёный С. Я. Соколов в 1928 положил начало ультразвуковой дефектоскопии металлических изделий, предложив использовать ультразвук для обнаружения трещин, раковин и др. дефектов в твёрдых телах.
В 1932 Р. Люка и П. Бикар во Франции, П. Дебай и Ф. В. Сирс в Германии обнаружили явление дифракции света на ультразвуковых волнах, которое далее начинает играть большую роль в изучении структуры жидких и твёрдых тел, а также в ряде технических приложений. В начале 30-х гг. Х. О. Кнезером в Германии было открыто аномальное поглощение и дисперсия ультразвука в многоатомных газах; далее это явление было также обнаружено в ряде сложных (например, органических) жидкостей. Правильное теоретическое объяснение этим релаксационным явлениям было дано в общей форме советскими учёными Л. И. Мандельштамом и М. А. Леонтовичем (1937). Релаксационная теория явилась впоследствии основой молекулярной акустики.
В 50 - 60-х гг. широкое развитие получают различные промышленные технологические применения ультразвука, в разработку физических основ которых в СССР был сделан большой вклад Л. Д. Розенбергом и его сотрудниками. Получение всё больших интенсивностей ультразвука обусловило изучение особенностей распространения мощных волн ультразвука в газах, жидкостях, твёрдых телах; быстро развивается нелинейная акустика, в становлении которой большую роль сыграли работы советских учёных Н. Н. Андреева, В. А. Красильникова, Р. В. Хохлова и др., а также американских и английских учёных.
В 70-х гг., в особенности после работы Хадсона, Мак-Фи и Уайта (США) (1961), обнаруживших явление усиления и генерации ультразвука в пьезополупроводниках, быстро развивается акустоэлектроника.
Физические свойства и особенности распространения ультразвука
Ультразвук, упругие колебания и волны с частотами приблизительно от 1,5 - 2*104 Гц (15 - 20 кГц) и до 109 Гц (1 ГГц), область частот ультразвука от 109 до 1012-13 Гц принято называть гиперзвуком. Область частот ультразвука можно подразделить на три подобласти: ультразвук низких частот (1,5*104 - 105 Гц) — УНЧ, ультразвук средних частот (105 - 107 Гц) — УСЧ и область высоких частот ультразвука (107 - 109 Гц) - УЗВЧ. Каждая из этих подобластей характеризуется своими специфическими особенностями генерации, приёма, распространения и применения.
По своей физической природе ультразвук представляет собой упругие волны и в этом он не отличается от звука. Частотная граница между звуковыми и ультразвуковыми волнами поэтому условна; она определяется субъективными свойствами человеческого слуха и соответствует усреднённой верхней границе слышимого звука. Однако, благодаря более высоким частотам и следовательно, малым длинам волн имеет место ряд особенностей распространения ультразвука. Так, для УЗВЧ длины волн в воздухе составляют 3,4*10-3 - 3,4*10-5 см, в воде 1,5*10-2 - 1,5*10-4 см, в стали 5*10-2 - 5*10-4 см. Ультразвук в газах и, в частности, в воздухе распространяется с большим затуханием. Жидкости и твёрдые тела (в особенности монокристаллы) представляют собой, как правило, хорошие проводники ультразвука, затухание в которых значительно меньше. Так, например, в воде затухание ультразвука при прочих равных условиях приблизительно в 1000 раз меньше, чем в воздухе. Поэтому области использования УСЧ и УЗВЧ относятся почти исключительно к жидкостям и твёрдым телам, а в воздухе и газах применяют только УНЧ. Ввиду малой длины волны ультразвука на характере его распространения сказывается молекулярная структура среды, поэтому, измеряя скорость ультразвука с и коэффициент поглощения α, можно судить о молекулярных свойствах вещества. Этими вопросами занимается молекулярная акустика. Характерная особенность распространения ультразвука в газах и жидкостях - существование отчётливо выраженных областей дисперсии, сопровождающейся резким возрастанием его поглощения. Коэффициент поглощения ультразвука в ряде жидкостей существенно превосходит рассчитанный по классической теории и не обнаруживает предсказанного этой теорией увеличения, пропорционального квадрату частоты. Все эти эффекты находят объяснение в релаксационной теории, которая описывает распространение ультразвука в любых средах и является теоретической базой современной молекулярной акустики, а основной экспериментальный метод - измерение зависимости с и особенно α от частоты и от внешних условий (температуры, давления и др.).
Генерация ультразвука
Для генерирования ультразвуковых колебаний применяют разнообразные устройства, которые могут быть разбиты на 2 основные группы - механические, в которых источником ультразвука является механическая энергия потока газа или жидкости, и электромеханические, в которых ультразвуковая энергия получается преобразованием электрической. Механические излучатели ультразвука - воздушные и жидкостные свистки и сирены - отличаются сравнительной простотой устройства и эксплуатации, не требуют дорогостоящей электрической энергии высокой частоты, КПД их составляет 10—20%. Основной недостаток всех механических ультразвуковых излучателей - сравнительно широкий спектр излучаемых частот и нестабильность частоты и амплитуды, что не позволяет их использовать для контрольно-измерительных целей; они применяются главным образом в промышленной ультразвуковой технологии и частично - как средства сигнализации.
Основной метод излучения ультразвука - преобразование тем или иным способом электрических колебаний в колебания механические. В диапазоне УНЧ возможно применение электродинамических и электростатических излучателей. Широкое применение в этом диапазоне частот нашли излучатели ультразвука, использующие магнитострикционный эффект в никеле и в ряде специальных сплавов, также в ферритах. Для излучения УСЧ и УЗВЧ используется главным образом явление пьезоэлектричества. Основными пьезоэлектрическими материалами для излучателей ультразвука служат пьезокварц, ниобат лития, дигидрофосфат калия, а в диапазоне УНЧ и УСЧ - главным образом различные пьезокерамические материалы. Магнитострикционные излучатели представляют собой сердечник стержневой или кольцевой формы с обмоткой, по которой протекает переменный ток, а пьезоэлектрические - пластинку (рис.1) или стержень из пьезоэлектрического материала с металлическими электродами, к которым прикладывается переменное электрическое напряжение.
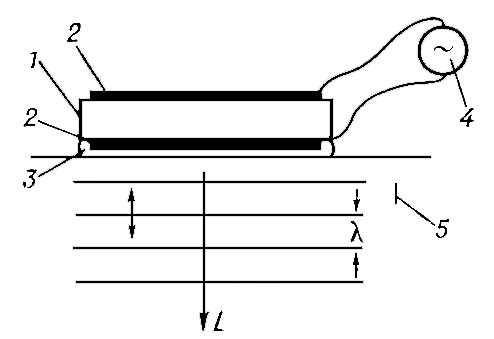
Рис.1 - Излучение (приём) продольных волн L пластинкой, колеблющейся по толщине в твердое тело: 1 - кварцевая пластинка среза Х толщиной λ/2, где
λ - длина волны в кварце; 2 — металлические электроды; 3 — жидкость (трансформаторное масло) для осуществления акустического контакта; 4 - генератор электрических колебаний; 5 - твёрдое тело.
В диапазоне УНЧ широкое распространение получили составные пьезоизлучатели, в которых пьезокерамическая пластинка зажимается между металлическими блоками. Как правило, для увеличения амплитуды колебаний и излучаемой в среду мощности применяются колебания магнитострикционных и пьезоэлектрических элементов на их собственной резонансной частоте.
Предельная интенсивность излучения ультразвука определяется прочностными и нелинейными свойствами материала излучателей, а также особенностями использования излучателей. Диапазон интенсивности при генерации ультразвука в области УСЧ чрезвычайно широк: интенсивности от 10-14—10-15 Вт/см2 до 0,1 Вт/см2 считаются малыми. Для многих целей необходимо получить гораздо большие интенсивности, чем те, которые могут быть получены с поверхности излучателя. В этих случаях можно воспользоваться фокусировкой ультразвука. Так, в фокусе параболоида, внутренние стенки которого выполнены из мозаики кварцевых пластинок или из пьезокерамики титаната бария, на частоте 0,5 мГц удаётся получать в воде интенсивности ультразвука большие, чем 105 Вт/см2. Для увеличения амплитуды колебаний твёрдых тел в диапазоне УНЧ часто пользуются стержневыми ультразвуковыми концентраторами, позволяющими получать амплитуды смещения до 10-4 см.
Выбор метода генерации ультразвука зависит от области частот ультразвука, характера среды (газ, жидкость, твёрдое тело), типа упругих волн и необходимой интенсивности излучения.
Применение ультразвука в технике
По данным измерений с и α, во многих технических задачах осуществляется контроль за протеканием того или иного процесса. Используя явление отражения ультразвука на границе различных сред, конструируют ультразвуковые приборы для измерения размеров изделий (например, ультразвуковые толщиномеры), для определения уровня жидкости в больших, недоступных для прямого измерения ёмкостях. Ультразвук сравнительно малой интенсивности (до ~0,1 Вт/см2) широко используется для целей неразрушающего контроля изделий из твёрдых материалов (рельсов, крупных отливок, качественного проката и т.д.). Быстро развивается направление дефектоскопии, получившее название акустической эмиссии, которая состоит в том, что при приложении механического напряжения к образцу (конструкции) твёрдого тела он «потрескивает» (подобно тому, как при изгибе «потрескивает» оловянный стержень). При помощи акустической эмиссии удаётся обнаружить образование и развитие трещины, а также определить её местонахождение в ответственных деталях различных конструкций. При помощи ультразвука осуществляется звуковидение: преобразуя ультразвуковые колебания в электрические, а последние - в световые, оказывается возможным при помощи ультразвука видеть те или иные предметы в непрозрачной для света среде. На частотах УЗВЧ диапазона создан ультразвуковой микроскоп - прибор, аналогичный обычному микроскопу, преимущество которого перед оптическим состоит и том, что при биологических исследованиях не требуется предварительного окрашивания предмета.
Ультразвук большой интенсивности (главным образом диапазон УНЧ) оказывает воздействие на протекание тех или иных технологических процессов (ультразвуковая обработка) посредством нелинейных эффектов - кавитации, акустических потоков и др. Так, при помощи мощного ультразвука ускоряется ряд процессов тепло-массообмена в металлургии. Воздействие ультразвуковых колебаний непосредственно на расплавы позволяет получить более мелкокристаллическую и однородную структуру металла. Ультразвуковая кавитация широко используется для очистки от загрязнений как мелких (часовое производство, приборостроение, электронная техника), так и крупных производственных деталей (трансформаторное железо, прокат и др.). С помощью ультразвука удаётся осуществить пайку алюминиевых изделий. В микроэлектронике и полупроводниковой технике используется ультразвуковая приварка тонких проводников к напылённым металлическим плёнкам и непосредственно к полупроводникам. С помощью ультразвуковой сварки соединяют пластмассовые детали, полимерные плёнки, синтетические ткани и др. Во всех этих случаях ту или иную роль играет процесс ультразвуковой очистки, локальное нагревание под действием ультразвука, ускорение процессов диффузии, изменение состояния полимера. Ультразвук позволяет обрабатывать хрупкие детали (например, стекло, керамику), а также детали сложной конфигурации (рис.2).
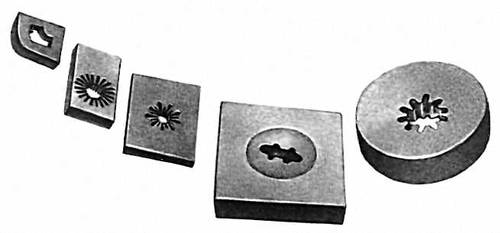
Рис.2 - Фасонные матрицы из твердого сплава, изготовленные ультразвуковым способом.
Основные методы использования ультразвуковых колебаний в технологических процессах механической обработки заготовок
Применение УЗК в технологических процессах механической обработки заготовок из различных материалов имеет несколько основных направлений: обработка заготовок из твердых хрупких материалов с целью получения отверстий различной конфигурации, пайка и лужение заготовок; сварка заготовок из различных металлов и полимерных материалов; ультразвуковая дефектоскопия; очистка заготовок и готовых деталей от загрязнений и снятие заусенцев с заготовок; интенсификация процессов обработки заготовок давлением (прокатка, волочение, протяжка и др.); повышение качества металлов и сплавов при их кристаллизации, дегазации расплавов металлов и сплавов, термической обработки заготовок, при интенсификации диспергирования порошковых материалов и прессовании порошков в порошковой металлургии и др.; интенсификация процессов размерной механической обработки заготовок (резанием, шлифованием, поверхностно-пластическим деформированием и др.).
На рис.3 приведены основные схемы выполнения различных операций УЗ обработки заготовок существующими методами. Анализ данных схем показывает, что все они включают наложение УЗК либо на инструмент вдоль его оси (см. рис.3,а,б,г,и,к), либо на заготовку (см. рис.3,е,ж), либо одновременно на инструмент вдоль его оси и заготовку (см. рис.3,в,д,з,н). Только для схемы (рис.3, л) предполагают наложение УЗК в радиальном направлении к оси инструмента. Очевидно, что за исключением последнего случая, во всех остальных схемах реализация УЗ размерной обработки связана либо с использованием специального технологического оборудования, оснащенного мощной УЗ аппаратурой для наложения УЗК на шпиндель станка, либо с коренной его модернизацией. Существенно меньшие энергозатраты потребуются для осуществления УЗ резьбонарезания по схемам рис.3,л,м, что объясняется малой радиальной жесткостью инструмента. К тому же конструктивно проще выполнить наложение УЗК на метчик именно в радиальном направлении, особенно по схеме, представленной на рис.3,л, когда инструмент не вращается.
При УЗ размерной обработке по схемам на рис.3,а,б,в,и,н разрушение хрупкого обрабатываемого материала заготовок происходит главным образом в результате ударного воздействия инструмента на частицы абразива. Колеблющийся инструмент играет роль молота, ударяющего с УЗ частотой по абразивным зернам, находящимся между инструментом и заготовкой, и выкалывающего небольшие частицы материала заготовки.
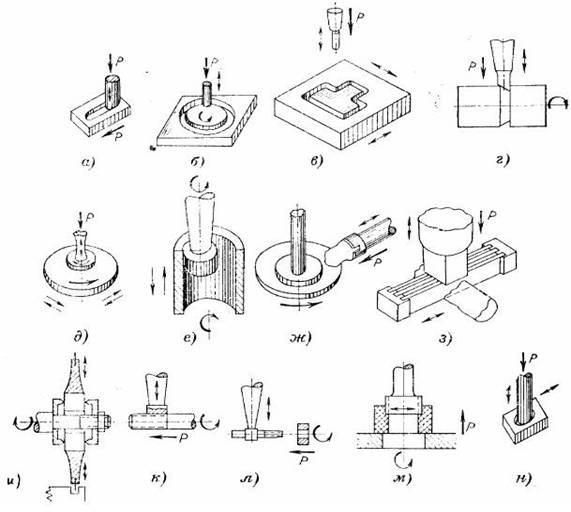
Рис.3 - Основные схемы выполнения технологических операций УЗ размерной обработки заготовок: а – прорезание пазов; б – вырезание дисков; в – обработка заготовок сложного фасонного контура; г – точение; д – плоское шлифование торцом круга; е – внутреннее планетарное шлифование; ж – прорезание паза и разрезание вращающимся дисковым инструментом; з – разрезание многолезвийным ленточным инструментом; и – разрезание дисковым излучателем; к – нарезание наружной резьбы гребенкой; л, м – нарезание внутренней резьбы; н – обработка эллиптического отверстия.
При этом, согласно гидродинамической гипотезе, разрушение материала заготовки наступает под влиянием резких кратковременных импульсов высокого давления, вызванных УЗК, которые возникают при взрыве мельчайших кавитационных газовых пузырьков. При этом существенно ослабевает контактная прочность кристаллов металла заготовки и самих зерен. Отрыв частиц, контактная прочность которых ослабла, достигается наличием переменных давлений в зоне эрозии от вакуума до избыточного. Импульсы давления через твердые частицы абразива, воздействуя на поверхность заготовки, облегчают ее разрушение.
При изготовлении деталей из вязких материалов (основная группа конструкционных материалов) перспективным направлением использования УЗК является интенсификация обычных технологических процессов механической обработки, когда наряду с основными движениями, предусмотренными кинематической схемой процесса, формообразующему инструменту и (или) заготовке дополнительно сообщаются УЗК (см. рис.3,г,д,е,ж,з,к,л,м). У истоков данного метода обработки был А. И. Марков, предложивший в 1956 году способ резания металлов с наложением на инструмент УЗК.
Большой вклад в разработку теоретических основ данного метода УЗ механической обработки внесли труды В. Н. Подураева и М. С. Нерубая, а также японского исследователя Д. Кумабэ.
Известно, что в зонах контактного взаимодействия формообразующего инструмента с заготовкой, как правило, всегда находится СОЖ, воздействие УЗ поля на которую вызывает кавитацию. Использование кавитации, возбуждаемой
ультразвуком, для гидроочистки рабочей поверхности шлифовального круга было впервые предложено в СССР А.М. Федотовым. Принципиальная схема этого способа представлена на рис.4. Интенсивная кавитация, возникающая в СОЖ на рабочей поверхности абразивного круга, обеспечивает хорошую гидроочистку и смазку его зерен и пор. В результате при обработке уменьшается контактная температура, высотные параметры шероховатости и увеличивается период стойкости шлифовального круга.
Эта идея использована в США фирмой «Шеффилд», которая выпустила специальные УЗ установки «Ever grind» (вечное шлифование), устанавливаемые на обычных шлифовальных станках. Дальнейшие исследования эффективности УЗ гидроочистки шлифовальных кругов были продолжены работами научной школы Ульяновского государственного технического университета.
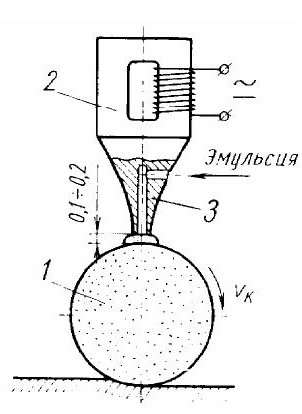
Рис.4 - Принципиальная схема УЗ очистки шлифовального круга: 1 – шлифовальный круг; 2 – магнитострикционный излучатель; 3 – волновод.
Использование кавитации СОЖ для интенсификации процессов механической обработки возможно не только при шлифовании, но и при обработке отверстий осевым инструментом (сверление, развертывание, зенкерование, резьбонарезание, протягивание), а также при обработке различных поверхностей заготовок другими методами с применением СОЖ. Учитывая, что для возбуждения кавитации в ограниченном объеме жидкости, находящемся в зоне контакта инструмента с заготовкой, требуется небольшое количество энергии УЗ поля, данный метод использования УЗК для интенсификации технологических процессов механической обработки имеет хорошие перспективы.
Выводы
В условиях рыночной экономики постоянно происходит рост требований потребителя к продукции (повышение качества продукции и снижение стоимости) и не только в машиностроении. Применение ультразвуковых воздействий при механической обработке деталей машин позволяет обеспечить условия выгодные как для потребителя, так и для предпринимателя. Применение ультразвука приводит к заметному снижению силы резания, что в свою очередь значительно снижает упругие отжатия в системе СПИД – повышается точность обработки и значительно снижается износ оборудования. В результате потребитель получает более качественную и дешёвую продукцию, а предприниматель значительно экономит средства за счёт увеличения срока службы оборудования. Поэтому применение ультразвука при механической обработке является перспективным направлением, это подтверждает большое количество исследований этого вопроса.
Перечень ссылок
1. Киселев Е. С. Интенсификация процессов механической обработки использованием энергии ультразвукового поля: Учебное пособие. – Ульяновск: УлГТУ, 2003. – 186 с.
2. А.Э. Кроуфорд Ультразвуковая техника. Перевод с английского под ред. канд. техн. наук А.С. Матвеева.
3. Корягин С.И., Пименов И.В., Худяков В.К. Способы обработки материалов: Учебное пособие / Калинингр. ун-т – Калининград, 2000.– 448 с.
4. http://www.cultinfo.ru/fulltext/1/001/008/114/006.htm
Черновая токарная обработка детали - седло, на станке с ЧПУ (анимация объемом - 172 КБ, состоит из 27 слайдов)
Автобиография
Электронная библиотека
Ссылки по теме
Отчёт о поиске
Индивидуальное задание