О СМЕННО - СУТОЧНОМ ЭНЕРГОПОТРЕБЛЕНИИ И НОРМИРОВАНИИ В УСЛОВИЯХ НЕУСТОЙЧИВОЙ РАБОТЫ ПРОИЗВОДСТВА
В.К. Буторин*
// Электрика. - 2008. - № 2.-с. 36-42.
В Internet: http://www.kudrinbi.ru/public/743/index.htm
Расход электрической
энергии и необходимую мощность прогнозно определяют, основываясь, чаще всего,
на различных регрессионных моделях, где аргументы – время, технологические и
иные социально-производственные показатели. Сюда же относятся кластер-анализ,
метод нейронных сетей, другие модели, опирающиеся на прошлое (которое
фиксируемо).
Необходимое повышение
точности прогноза и возможность оперативного подстраивания поминутного
изменения под часовые (на сутки вперёд) требования оптового рынка ставят вопрос
об изменении структуры управления электропотреблением. Речь идёт о двух
тенденциях, обозначившихся после принятия закона об электроэнергетике (2003) и
нескольких последующих постановлениях правительства РФ об услугах:
1) оформление самостоятельных служб, занятых прогнозом параметров
электропотребления и энергосбережения;
2) создание в рамках предприятия
(холдинга) единого информационного контроля и обеспечения с объединением
диспетчерского управления. Заводскому диспетчеру для регулирования графика
нагрузки проще и естественнее (чем диспетчеру цеха сетей и подстанций)
отключить, скажем, на 3 минуты трансформатор 120 МВА мощной ДСП.
Но следует сделать шаг
дальше и, во-первых, оценивать общую ситуацию (завод в нормальном режиме или
"лихорадит" – что увеличивает затраты электроэнергии); во-вторых,
связать расход электроэнергии со сменно-суточным графиком технологического
процесса, что после накопления статистики позволяет рассчитать и контролировать
норму по окончании суток (или смены) с учётом отклонений контролируемых
параметров (номер плавки, марка и объём стали, фактически выплавленные и
планируемые, время начала и окончания технологической операции, температуры
фактической и планируемой). На этой основе оценивают фактически достигнутые
производительности (т/ч) и расходы энергоресуров отдельно по каждому заказу и
по всем заказам на заданном временнóм интервале. Отклонения полученных
значений производительностей по каждому цеху комплекса суммируются по заказам,
по интервалам (смена, сутки), по всему комплексу "сталь–прокат".
Внедрение математической
статистики в технические (в том числе и в электрические), экономические и
организационно-социальные исследования знаменовали изменение человеческого мышления,
связанное с осознанием того, что жесткая каузальность, лапласовский детерминизм
формул Ньютона, Максвелла, других классиков физики (химии) недостаточны для
описания многообразия всего окружающего технического мира [1], следовательно –
и для управления им. Идеализация, например, использования цикла Карно, законов Кирхгофа не решила
организационных проблем. Можно оперировать идеальной точкой, но в реальности
количество точек на один дюйм характеризует разрешающую способность экрана,
решая на практике задачу средневековья о количестве ангелов на конце иглы.
Появление
вероятностных представлений отвечало интуитивному
представлению, что любой реальный процесс можно заменить
идеальным, если оперировать математическим ожиданием и полагать, что ошибка
(дисперсия) конечна. Это убеждение о многократно повторяющихся событиях,
которые при воспроизведении в соответствующих условиях дают какие-то устойчивые
количественные характеристики (статистические моменты), позволяло оперировать
распределениями, сводящимися, упрощённо говоря, к нормальному
(гауссову), к действию закона больших чисел и центральной предельной теореме.
Методологический переворот Чебышева в отношении
строгости доказательств и оценок был легко
воспринят инженерами, экономистами и управленцами, потому что для них он
означал лишь переход от строгой формулы, например закона Ома, к некоторой другой,
где приблизительность (нeoпределённость) снимается
использованием среднего с некоторой известной и инженерно удовлетворительной
оценкой.
Очевидно,
что длина штуки уголка, рельса, арматуры (конкретного экземпляра – особи) различна, но должна быть в
пределах, оговорённых ГОСТ. Это дало возможность работать на минусовых допусках
(и даже возможно было проводить соцсоревнование под таким девизом). Фактически
же здесь просто действуют центральная предельная теорема и закон больших чисел
– общий принцип, обеспечивающий результат, почти не зависящий от случая для совокупного действия
большого числа случайных факторов.
Убеждение
в действии среднего (наличие математического ожидания) и возможность лишь малой величины ошибки
(конечность дисперсии) привели к тому, что в стране в целом, от правительства
(Минчермета, Госплана, Госстроя, Госстандарта и др.) до отдельного рабочего
места, до отдельной технологической карты и операции полагалась возможность
нормирования и оперирования средним. Хотя интуитивно многие понимали, что это
не всегда так (см. фольклорное выражение "средняя температура по
больнице"). Тем не менее, происходило
жёсткое нормирование кадровых, стоимостных, материальных, энергетических –
любых – ресурсов в чёрной металлургии по всем переделам и заводам в целом. То
же было в других отраслях, например в Минэнерго, где на электростанциях
нормировался расход условного топлива на выработанный киловатт-час.
Различие в разы [2] в
каждом случае объясняли, но это, как говорится, это было апостериорное
объяснение, т. е. объяснение по факту. Чтобы управлять, необходимо
доопытное, априорное получение той или другой величины е приемлемой дисперсией.
Фактические ошибки (редко анализируемые начальные и конечные цифры) и проектировщиков,
и эксплуатации достаточно велики. При пуске липецкой домны объёмом 2700 м остро
встал вопрос об обеспечении её электроэнергией (из-за наличия воздуходувки
единичной мощностью 30 МВт, больших других энергозатрат и появления вторичных
производств, связанных, например, с переработкой шлака). В конфликтной ситуации
эксплуатационники определили удельный расход электрической энергии по доменной
печи на уровне 320 кВтч/т, что оказалось более чем в три раза выше
фактического, достигнутого после выхода печи на проектную мощность.
Тогда возникает некоторый
принципиальный вопрос: где и в каких случаях можно пользоваться средним (в
пределе – нормальным распределением Гаусса), а в каких случаях проявляются некоторые
новые свойства, которые и приводят к ошибкам, оцениваемым не в 5, 10 или даже
20 %, а в 50, 100, 200 и 5000 %.
Задачи оперативного
производства требуют некоторых математических моделей, в которых заложены посылки,
предполагающие некоторую устойчивость средних показателей. Например:
материальный лоток сохраняет топологию массы на заданной топологии сети;
заданная масса материального потока (плавка, ковш) имеет однородный химический
состав при прохождении по всей топологии сети, а
сама топология является неизменной. В пределах топологии
допускается количественное перераспределение перерабатываемой массы.
Построенная на этих предпосылках модель в классе управляемых потоковых систем
обеспечивает слежение и информационное сопровождение технологического процесса, давая возможность
улучшить систему автоматизированного оперативно-диспетчерского управления
металлургическим комбинатом. Принципиально важно, что такое управление
предполагает среднее для технологических карт и маршрутов, среднее по отдельным
технологическим операциям (это и даёт возможность унифицировать
программно-алгоритмические блоки), среднее по энергобалансу плавки; определяет
удельный расход электроэнергии.
Так мы приходим к жёсткой лапласовской системе, к
необходимости, чтобы комплекс "сталь–прокат" работал в пределе как
механические часы. А это и есть возврат к взглядам начала строительства
Урало-Кузнецкого комбината [3]. Реализация заданного сменно-суточного графика
производства, слежения и контроля за всеми технологическими маршрутами обработки
металла требует комплекса документации, которая обеспечивала
бы директивность графиков и последующую их корректировку с необходимыми согласованиями и взаимоувязками
исполнителей. Всё это требует отработанного технологического процесса,
ориентированного на высокую исполнительскую дисциплину выполнения заказов.
Получается, что в этом случае "нельзя лучше" (а хуже – экономически
наказывается). Детализация расхода электроэнергии до единичной технологической
операции позволяет представить общий расход в представлениях первой научной
картины мира с последующей оценкой общего результата в терминах Гаусса.
На
Кузнецком металлургическом комбинате была осознана ограниченность возможностей и
недостаточность для качественного улучшения параметров использования принципов
жёсткого детерминизма. Поэтому реализовали децентрализацию
оперативно-диспетчерского управления. Но с уходом от среднего возникает
необходимость постоянной координации и взаимного согласования работы
структурных подразделений. Что в теоретическом плане скрывается под лозунгами
гибкого адаптивного оперативно-диспетчерского управления? Что значат вообще –
гибкая технология и её коррекция по фактическому состоянию
производства?
Углублённое
изучение технологии и организации производства для целей управления, по
существу, столкнулось с техноценологическими свойствами систем [1, 4],
проявляющимися, вообще говоря, в любой сложной системе, состоящей из большого
числа элементов, каждый из которых не может быть охарактеризован только
количественно, а требует обязательно качественных характеристик. Речь идёт о
техноценозах: сообществах изделий; множестве технологических операций с их
информационным обеспечением; организационных структурах, включающих
исполнителей с разным уровнем профессиональной подготовки и различной реакцией
на нормальное и отклоняющееся течение процесса; множестве заказов с их
стоимостями, количественными показателями, ресурсными ограничениями на единицу
выпускаемой продукции и др. Между изделием (технологической операцией) и
техноценозом есть принципиальная разница, которая заключается не только в их
выделении как целостности – некоторой технической (информационной) реальности,
но и в реакции на само существование во внешней среде.
Теоретически
это означает, что оптимизация управления сводится не к стремлению к какому-то
среднему, а к оптимизации параметров кривой по всем её точкам (кастам). Это и
ставит вопрос о новом (техноценологическом) алгоритме оценки результатов оперативного
управления для дискретно выделяемых временных или технологических циклов.
Особенно важно соотношение между редко встречающимися (единичными, ноевыми)
случаями и часто повторяющимися (саранчёвыми).
Проявление
техноценологических свойств – явление интуитивно известное эксплуатационникам,
но мало исследованное наукой. Разработанные, например, ВНИИЭТО две печи одного
вида (одно наименование, одинаковые массогабаритные размеры, энергетические
показатели и др.) должны в одинаковых условиях иметь одинаковые удельные
расходы энергии (с отличиями по Гауссу). Однако печь работает не на стенде, а
попадает на конкретный завод-техноценоз или даже образует eгo основу, как это произошло на
Бeлopyсском, Молдавском или Узбекском металлургических заводах, где установка
ДСП одного вида не привела к одинаковости цехов (показателей работы).
Цеха превратились в техноценозы, а двух одинаковых цехов быть не может (теория
запрещает). И эволюция заводов такова, что БМЗ и ММЗ к 2007 г. стали вообще
несравнимыми, прежде всего по работе ДСП и прокатных комплексов. Так произошло
и с первыми прокатными цехами Кузнецка и Магнитки, которые строились в 30-е
годы по совершенно одним чертежам (различие – лишь в штампе применения), или в
60-е годы с первыми конвертерными цехами Запсиба и Липецка (не говоря уже про
историю с тремя металлургическими мини-заводами).
Осуществляется
незримый переход от изделий, характеризующихся в момент изготовления
паспортными средними характеристиками, к техноценозам так, что стали
проявляться новые техноценологические оценки, которые определяют иной подход к
созданию экономико-математических моделей оперативным (и иным) управлением
производством.
На
интервале оперативного управления "смена" ("сутки")
директивным документом, организующим работу цехов и технологических участков
комплекса является сменно-суточный график, для прокатных цехов дополнительно
определяют директивные графики прокатки профилей (графики
"перевалок"), определяющие последовательность выполнения заказов,
временные, качественные и количественные параметры металлопотока, проходящего и
обрабатываемого цехами и технологическими участками. Во всех директивных
графиках учитывают горячие и холодные ремонты технологического и транспортного
оборудования цехов комплекса. Удельные расходы электроэнергии на одном стане
(но для разных профилей) могут различаться в два раза и более (для одного
профиля они зависят от объёма заказа).
Считается, что выполнение
графика без отклонений по каким-либо параметрам металлопотока, обеспечивает
100%-ное выполнение заказов, определяет ритмичную работу, требуемую
производительность производства, рациональные экономические затраты [5–7].
Службы оперативного планирования рассчитывают фактическое состояние
производства, обеспеченность сырьём, энергоресурсами и др. Под координацией
производства понимается его состояние по выполнению директивных графиков и
заданий, характеризующее отклонения фактического хода производства от
заданного.
Директивный
сменно-суточный график представляет временную последовательность выполнения технологических
операций (технологических маршрутов обработки металла) на определённых
металлургических агрегатах с требуемыми технологическими инструкциями
значениями входных и выходных параметров металлопотока. График –
взаимосогласованный во времени (определённый инструкциями на заданный вид
продукции) набор технологических маршрутов обработки, включающий заказ на
металлопрокат, номер заказа, марку стали, определённую заказом массу
металлопроката, типоразмер проката, время начала и окончания выполнения заказа.
Заказу поставлены в соответствие его стоимость, время, штрафные санкции при его
невыполнении или ненадлежащем исполнении (требования энергосбережения
заставляют вводить и энергопоказатели).
Таким образом, допустимо
построение логической цепи соотношений с выделением планируемого и фактически
выполненного заказа, последовательности прохождения по агрегатам при выполнении
технологических маршрутов обработки.
Для анализа распределения
потерь производительности и динамики электропотребления в прокатных цехах взята
уникальная, но возможная для каждого предприятия ситуация:
а) нормальная
работа, нормальное финансирование (включая зарплату), нормальное обеспечение;
б) предбанкротное состояние, смена собственника, изменение производственной
структуры, включая смену бренда. Теоретические потери производительности в
управляемой системе можно отнести к её динамическим показателям,
характеризующим качество управления. Для изучения динамических управляемых
процессов были исследованы распределения простоев (потерь производительности по
причине оперативного перераспределения металла) для прокатного и
обжимно-заготовочного производств АО "Кузнецкий металлургический
комбинат" в периоды относительно стабильной работы (1994–1996) и в периоды
обострившегося экономического кризиса (1998). Весь период наблюдений разбит на
24 примерно равных временных интервала, соответствующих характерным периодам
оперативного планирования и управления; из этих интервалов исключены планируемые
простои без металла, плановые ремонты, аварийные режимы работы цеха.
Каждый временнóй интервал характеризуется примерно равной обрабатываемой
массой металла в цехе, корреляционно связанными, но не равными расходами
электричества, и одинаковым прокатываемым типоразмером рельсового проката.
Если взять
все интервалы, каждый из которых характеризуется своим объёмом производства и
своими энергетическими затратами, то можно построить зависимости относительным
энергетическим затратам. И хотя корреляционная зависимость статистически
значима (для обжимного цеха – рис. 1, для рельсобалочного – рис. 2), она может
быть использована лишь для оценки интервала и решения в точке с ошибкой, не
укладывающейся в 5 %.
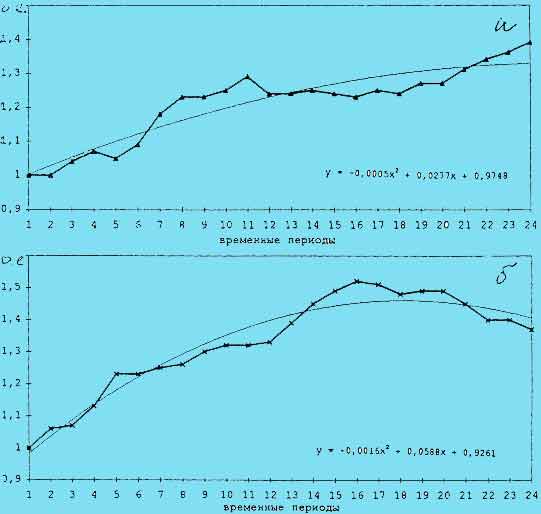
Рисунок 1 - Зависимости относительных показателей производства
во временных периодах: а – для ОЦ, Δ - относительные и — - полиномиальные
энергетические затраты, о. е./т; б – для РБЦ, × и — - относительные и полиномиальные
энергетические затраты, о. е./т
Обратимся к
распределениям потерь производительности (рис. 3–5) для цеха подготовки
составов, обжимного и рельсобалочного, взяв 1994 год (ещё стабильной работы
КМК) и критический 1998-й. На рисунках Рt – распределение типов
потерь (интервалы в диапазоне 10–100 т/ч), N – количество потерь (штук), τ –
временнóй период.
Рисунок 2 - Распределение потерь производительности в цехах подготовки составов, обжимном и
рельсобалочном соответственно: а – в 1994 г.; б – 1998 г.
Количество
мелких (саранчёвая каста) потерь производительности (до 10 т/ч) и больших
(свыше 100 т/ч), в обычных условиях редких (ноева каста), описывается
семейством гипербол (перевёрнутое распределение Парето).
В
стабильных условиях для всех трёх цехов налицо гиперболический вид зависимости.
Это означает: большие потери производства редки при выдерживаемом директивном
сметно-суточном графике, а когда создаётся ситуация с неясностью существования
самогó предприятия, больше и чаще средних по времени сбоев производства
(соответственно а и б на рис. 3–5). В период нестабильной
работы комбината начались периодические резкие энергетические ограничения по
природному газу и мазуту, трудности с электрообеспечением.
Этот
временнóй интервал работы комбината (τ21, τ22,
τ23) соответствует периоду максимальной нестабильности работы –
на одной–двух домнах при 50–80%-ном дефиците природного и коксового газов, угля
и металлошихты; он характеризуется снижением числа относительно небольших
простоев и резким возрастанием (в 5–7 раз) числа потерь производительности в
диапазоне 40÷70 т/ч. Из приведённых распределений видно, что
ценологическая воспроизводимость видов распределений (даже на качественном
уровне) не выполняется.
Для цеха подготовки составов и для
рельсобалочного цеха (рис. 6) наглядно изменение формы зависимости при переходе
от нормального производства к нештатным или аварийным ситуациям, когда объёмы
производства и сам ритм технологии становятся отличными от директивно заданных
(сменно-суточными и контактными графиками) При этом рационально использовать
введённыйо нами показатель Мэх,
который представляет собой графическую меру различия неизбежных потерь при
нормальном и возмущённом ходе производства (нештатном и аварийном). Площадь
расхода электроэнергии теоретически также существует, но на неё накладывается
специфика: металла нет (потери), а электроэнергия расходуется, причём многие
статьи расхода (свет, вентиляция и др.) остаются неизменными.
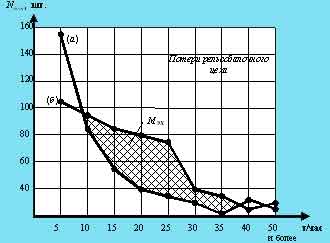
Рис. 3. Нормальное и аварийное состояние цехов |
|
Для цеха подготовки составов и для
рельсобалочного цеха (рис. 6) наглядно изменение формы зависимости при переходе
от нормального производства к нештатным или аварийным ситуациям, когда объёмы
производства и сам ритм технологии становятся отличными от директивно заданных
(сменно-суточными и контактными графиками) При этом рационально использовать
введённыйо нами показатель Мэх,
который представляет собой графическую меру различия неизбежных потерь при
нормальном и возмущённом ходе производства (нештатном и аварийном). Площадь
расхода электроэнергии теоретически также существует, но на неё накладывается
специфика: металла нет (потери), а электроэнергия расходуется, причём многие
статьи расхода (свет, вентиляция и др.) остаются неизменными.
|
Приведённые и иные известные примеры
неэффективной работы позволяют констатировать, что критичность повышает затраты
на оперативное управление (непосредственные потери) и потери производства,
вызываемые раскоординацией временных и энергетических показателей материальных
потоков; снижает (по сравнению с действовавшей ранее) гибкость оперативного
управления и повышает подверженность материальных и энергетических потоков
воздействию слабо компенсируемых возмещений и помех; ухудшает базовые системные
свойства – управляемость, наблюдаемость, координацию и достижимость. В конечном
счёте, ценологически прослеживается критическое состояние рассматриваемого
бизнеса [8, 9].
Таким образом, существует
статистически значимая зависимость между расходами энергоресурсов для множества
координируемых сменно-суточных графиков операций полной технологии непрерывного
производства. При сравнении параметров электропотребления в устойчивом и
критическом состояниях увеличение удельных расходов, оцениваемое площадью Мэх,
объясняется практическим сохранением постоянной составляющей и большими потерями при недозагрузке
электрических машин и электротермического оборудования.
Список литературы
1. Кудрин Б. И. Технетика: новая
парадигма философии техники (третья научная картина мира). Томск: Изд-во Том.
ун-та, 1998. 40 с.
2. Кудрин Б. И. Учёт и планирование электропотребления
в прокатном производстве на основе принципов ценологической самоорганизации //
Прокатное производство. 2004. № 11. С. 34–37.
3. Урало-Кузнецкий комбинат. Под ред.
А. О. Золотарёва. М.: Соцэкгиз, 1931. 206 с.
4. Кудрин Б. И., Буторин В. К., Авдеев
В. А. Модели и алгоритмы оперативного управления комплексом
"сталь–прокат" в условиях информационной неопределённости. М.:
Электрика, 1997. 140 с.
5. Буторин В. К., Катунин А. И.,
Кошелев А. В. и др. Координация работы цехов комплекса "сталь–прокат"
как экономическая мера // Сталь. 1993. № 6. С. 74–77.
6. Буторин В. К. Критерии
рационализации технологии в цехах комплекса "сталь–прокат" /
Математические и экономические модели в оперативном управлении производством.
Томск: Изд-во Том. ун-та, 1995. С. 34–39.
7. Буторин В. К., Кудрин Б. И.
Организационно-технологические системы. Термины и определения. М.: Технетика,
2005. 24 с.
8. Буторин В. К., Шипилов С. А.,
Бочкаева Т. М. Как "жил" и ценологически "умирал" Беловский
цинковый завод // Общая и прикладная ценология. 2007. № 5. С. 46–48.
9. Кошелев А. Б., Буторин В. К.,
Пискаленко В. В. Введение в системный анализ. Курс лекций. М.: Технетика, 2006. 247 с.
________________________________________
* После тяжёлой операции скончался Владимир Константинович Буторин,
замечательный учёный-самородок, написавший много докторских,
но сам доктором наук не ставший.
|