Распределительная и регулирующая аппаратура привода клапанного типа. Главный распределитель 10 выполнен в виде двойного клапана (клапана в клапане), приводимого в движение от рычага управления. Он соединяет гидросистему пресса со сливным баком. Пока клапан открыт, насосы HI и Н2 работают вхолостую. При закрытии клапана поток масла от обоих насосов направляется в цилиндр пресса. Начинается холостой ход плунжера вверх. (Поскольку плунжерный пасос питается шестеренным, скорость подъема плунжера определяется производительностью последнего. При достижении 1,2 МПа разгрузочный клапан 6 отключает шестеренный насос, и скорость прессования резко падает. В дальнейшем по мере нарастания давления последовательно отключаются ступени плунжерного насоса, соответственно снижая скорость прессования. Последняя ступень насоса, настроенная на рабочее давление прессования, обеспечивает необходимую выдержку прессовки под указанным давлением.
Полуавтоматическая установка включает следующие дополнительные узлы рис: тележки 11 и 3 для группового прессования, каретку 9 и транспортер 4 для подачи тележки в кабину и обратно, приспособление 5 для выталкивания прессованных изделий, шибер 7 для закрывания транспортного проема и систему управления. Тележка для группового прессования состоит из двух плит. На верхней плите 7, снабженной для удобства транспортировки роликами 1, закреплены матрицы 6, на нижней подвесной плите 10 - пуансоны 9 и направляющие колонны 11. Последние (их может быть несколько), предохраняют пресс-инструмент от перекосов и одновременно являются ограничителями хода пуансонов при прессовании.
Для выталкивания спрессованных изделий служит приспособление 4, выполненное в виде гребенки и приводимое в движение пневмоцилиндром 5. Оно прикреплено к верхней траверсе пресса и имеет две рабочие позиции. В первой позиции указенной на рис, при движении плиты вверх поддоны пресс-инструмента упираются в зубья гребенки и обеспечивают нормальное прессование. Размеры и плотность прессовки при постоянной высоте поддона определяются высотой колонн 11, упирающихся в конце хода в торцы тех же зубьев гребенки. При переводе на правую позицию гребенка своими зубьями становится против матриц и при повторном движении плиты 10 вверх, спрессованные изделия вместе с поддоном выталкиваются пуансонами 9 в пазы между зубьями гребенки. Дальнейшее движение пуансонов после полного выталкивания изделий останавливается теми же колоннами 11, в этот раз упирающимися в дно паза гребенки.
Верхнее (вытолкнутое) положение пуансонов фиксируется специальным приспособлением. В таком положении тележка вместе с вытолкнутыми изделиями при опускании ползуна пресса плавно садится на транспортные ролики и выталкивается из кабины.
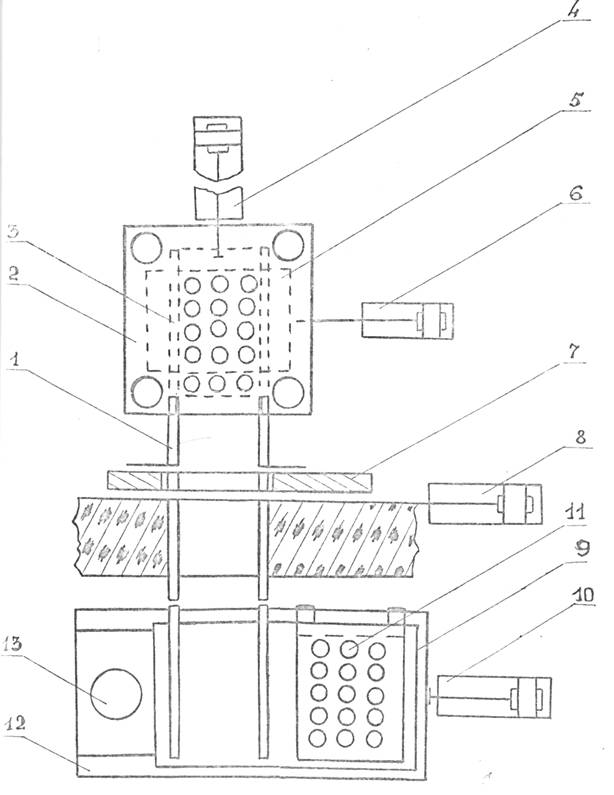
1,12 – направляющие рельсы; 2 – стол; 3,11 – тележка; 4,6 – пневмоцилиндр; 5 – плита матриц; 7 – шибер; 8 – пневмоцилиндр шибера; 9 – каретка; 10 – пневмоцилиндр перемещения каретки; 13 - подъемник
Рисунок - Схема полуавтоматической установки для группового прессования
Описанная установка позволяет проводить процесс прессования без поддона, используя вместо них торцы зубьев. Для этого пресс снабжен двумя пневматическими цилиндрами 3, прижимающими матрицы пресс-инструмента к торцам зубьев помощью захватов 2. После завершения прессования захваты освобождают тележки. В остальном, процесс прессования без поддона ничем не отличается от обычного.