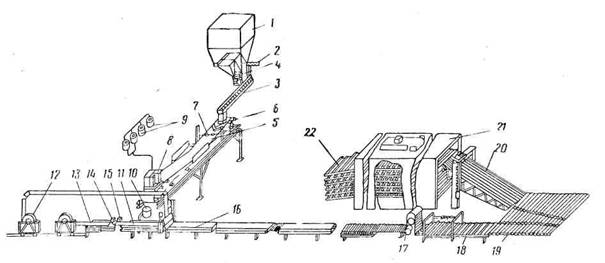
Рис. V. 1. Технологическая схема производства сухой гипсовой штукатурки
ДонНТУ Портал магистров ДонНТУ
Разработка технологии изготовления цилиндрического аппарата Отчет о поиске в Internet
Электронная библиотека
Комар А.Г.СТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ Учебник для вузов. М., “Высшая школа”,1971, 560 с.
ПРОИЗВОДСТВО ИЗДЕЛИЙ НА ОСНОВЕ ГИПСОВЫХ И ГИПСОЦЕМЕНТНОПУДЦОЛАНОВЫХ ВЯЖУЩИХ
УЛ. ПРОИЗВОДСТВО СУХОЙ ГИПСОВОЙ ШТУКАТУРКИ
Сухой гипсовой штукатуркой называют отделочные листы, состоящие из затвердевшей смеси строительного гипса с минеральными или органическими добавками, заключенной в прочно соединенную с гипсовым сердечӯником -картонную оболочку, которая сообщает листам необходимую прочность.
Размеры листов: длина от 2700 до 3300 мм, ширина 1200 мм и толщина 8 и 10 мм (за рубежом толщина листов от 6 до 16 мм). Влажность листов не более 2%. Прочность сцепления картона с гипсовым сердечником должна быть выше, чем прочность картона три растяӯжении. Прочность листов при изгибе должна характеӯризоваться следующими показателями: образцы размеӯром 450X150 мм, уложенные на две опоры, отстоящие друг от друга на расстоянии 350 мм, должны выдержиӯвать сосредоточенную нагрузку не менее 20 кгс при толщине листа 8 мм и не менее 25 кгс при толщине лисӯта 10 мм.
Сухая штукатурка относится к группе трудноогорае-мых материалов и является хорошим огнезащитным маӯтериалом; обладает теплозащитными свойствами. Коэфӯфициент теплопроводности в 3,5 раза ниже, чем у кирӯпичной кладки, и составляет 0,2 ккал/м-ч-град. Листы толщиной 10 мм обеспечивают звукоизоляцию 42 дб, что соответствует звукоизоляции стены в полкирпича.
Они имеют высокую гибкость, мало деформируются при изменениях температуры и влажности воздуха.
Сухая штукатурка применяется для внутренней отӯделки,/помещений, заменяя мокрую штукатурку стен и потолков, а также для устройства перегородок в помеӯщениях с относительной влажностью воздуха не более 70%. Иногда листы склеивают в 2—3 слоя и в таком виде используют в качестве основания под рулонную кровлю в промышленных и других зданиях.
Основными материалами для производства листов суӯхой гипсовой штукатурки являются строительный гипс и картон. 'Кроме того, используют ускорители и замедӯлители срока схватывания строительного гипса (молоӯтый двуводный гипс, поваренную соль, сульфитно-спирӯтовую 'барду, дрожжевую бражку и др.), порообразую-щие материалы (казеин, канифоль и каустическую соӯду), добавки для улучшения сцепления картона с гипӯсовой массой (декстриновый или казеиновый клей, жидӯкое растворимое стекло и т. д.).
Таблица УЛ. Расход материалов на производство 1000 ж2 сухой гипсовой штукатурки
|
|
|
|
Количество |
при толщине |
|
|
|
|
|
листов |
||
|
Материал |
|
гост |
10 мм |
8 мм |
|
|
Гипс строительный |
|
|
|
|
|
|
в т |
ГОСТ |
125—70 |
7,5 |
6,5 |
|
|
Картон облицовоч- |
|
|
|
|
|
|
ный в кг |
ГОСТ |
8740—58 |
750 |
750 |
|
|
Декстрин кислотный |
ГОСТ |
6034—51 |
30—40 |
30—40 |
|
|
в кг |
|
|
|
|
|
|
Концентраты ССБ в кг |
ГОСТ |
6003—61 |
80—100 |
80—100 |
|
|
Жидкое стекло (си- |
|
|
|
|
|
|
ликат натрия) в кг |
ГОСТ |
962—4 Г |
9 |
9 |
|
|
Казеин технический |
|
|
|
|
|
|
в кг |
гост |
1211—41 |
2,5 |
2 |
|
|
Канифоль сосновая в кг |
гост |
797—41 |
0,8 |
0,64 |
|
|
Каустическая сода в кг |
гост |
2263—43 |
0,2 |
0,16 |
|
|
Ускорители: |
|
|
|
|
|
|
гипс двуводный |
|
|
|
|
|
|
в кг. |
|
— |
35—170 |
28—135 |
|
|
поваренная соль |
|
|
|
|
|
|
в кг |
|
— |
14—42 |
11-34 |
|
Гипс, применяемый для изготовления сухой гипсовой штукатурки, должен удовлетворять требованиям к 1 сорӯту по ГОСТ 125—70. Кроме того, с целью обеспечения нормального процесса формования листов он должен характеризоваться постоянными сроками схватывания.
Картон для ^производства сухой гипсовой штукатурӯки должен отвечать требованиям ГОСТ 8740—58.
Примерный расход материалов на производство 1000 м2 сухой гипсовой штукатурки приведен в табл. V. 1.
Производство гипсовой штукатурки .включает: пригоӯтовление формовочной массы, подготовку картона, форӯмование непрерывной ленты штукатурки, разрезку ее на отдельные листы, сушку листов в многоярусных тунӯнельных сушилах.
Технологическая схема производства приведена на рис. V. 1.
Гипс из бункера 1 подается скребковым питателем 2 в сухой шнековый смеситель 3, куда подаются также через дозаторы 4 ускоритель или замедлитель. Полученӯная сухая смесь поступает на ленту увлажняющего конӯвейера 5, где разравнивается плужком 6. Для увеличеӯния поверхности смачивания полугидрат бороздится рифлеными валками 7.. Увлажнение материала произвоӯдится во время прохождения ленты с материалом через ванну, наполненную раствором сульфитно-спиртовой барды «ли сульфитно-дрожжевой бражки. Верхняя ветвь ленточного транспортера движется по дну ванны, нижӯняя—под ванной. В конце насыщающего конвейера усӯтанавливается раздатчик порообразователя 8. Пена гоӯтовится в специальной установке 9, которая состоит из системы баков с пропеллерными мешалками. С насыӯщающего конвейера масса поступает в лропеллерно-скребковую гипсомешалку 10 непрерывного действия, в которой происходит окончательное перемешивание гипӯсовой смеси.
Подготовка картона и нанесение на него гипсовой смеси осуществляются на формовочном столе //.Рулоӯны картона для нижнего и верхнего листов устанавлиӯваются на тележках 12 или в суппортах, прикрепляемых к раме формующего стола. Нижняя лента картона проӯходит направляющий стол 13, станок для резки и торӯможения 14, станок для разрезки 15 и поступает под лоток гипсомешалки, выдающий гипсовую массу.
Рис. V. 1. Технологическая схема производства сухой гипсовой штукатурки