А.І.Туяхов , В.Л.Жук (ДонНТУ,м.Донецьк),
А.А. Мірошник , А.І.Ярмоленко (ЗАТ«МЛЗ», м.Макіївка), О.І.Касютин (ДонНТУ,м.Донецьк)
Дослідження динаміки плавлення
чушкового чавуна у великовантажній вагранці.
На Макіївському ливарному заводі (ЗАТ
«МЛЗ») виготовляють чавунні литі тіла, що мелють, зі зносостійкого білого чавуна,
застосовувані при помелі різних матеріалів у гірничорудній, цементній і
вугільній промисловості.
Для виплавки чавуна у великовантажній вагранці
продуктивністю 14т/г у якості металевих шихтових матеріалів застосовуються
ливарні чушкові чавуни марок Л 1, Л 2,...,Л 6 (ДСТУ3132-95) і передільні
чушкові чавуни марок ПЛ 1 ПЛ 2 (ДСТУ 3132-95), сталевий скрап, железо-стружечние
брикети й ін. Частка чушкового чавуна (з масою трехзвенной паці 36 кг) у металошихте
складає 30-35 %.
Швидкість плавлення чавунної металошихти визначається тривалістю
розплавлювання шматків шихти найбільшої
маси, тобто паць чавуна. Металошихта, що завантажується у вагранку разом із
флюсами і феросплавами, поступово нагрівається движущимися назустріч відходять
газовими середовищами, що мають температуру на рівні завалочного вікна близько
400ºС. Максимальна температура газів (1650-1700 ˚С)
спостерігається в зоні плавлення в районі фурменого пояса. За даними [1]
перепад між температурою газового середовища і металошихти складає приблизно
80-100ºС до початку процесу розплавлювання.
Величина цього перепаду температур буде залежати від відношення поверхні до
обсягу окремих шматків металу, його теплопровідності й інтенсивності передачі
тепла від газів до шихти. Коли температура металу досягне крапки плавлення, те
якийсь час його опускання не буде супроводжуватися підвищенням температури
поверхні до повного його розплавлювання.
При дослідженні механізму плавлення
чушкового чавуна було встановлено [2], що паці в початковий момент
розплавляються в їхній внутрішній частині, що містить легкоплавкі складового чавуна,
зокрема, фосфідную евтектику, що має температуру плавлення 950˚С. Потім рідкий метал випливає,
залишаючи зовнішню оболонку, що не розплавилася, що складається з більш
тугоплавких складових цієї чушки. Порожнечі, що утворяться, можуть
заповнюватися конгломератом із флюсу, коксу, шлаку, утрудняючи подальший процес
плавлення і збільшуючи тривалість
плавки.
Описаний механізм плавлення окремої паці чавуна підтверджується зображеної на мал. 1 фотографією паці доменного чавуна,
витягнутої з плавильної зони з виплавленою внутрішньою частиною. Паця була
витягнута при аварійній зупинці вагранки Макіївського ливарного заводу (ЗАТ «МЛЗ),
де видна оболонка, що не розплавилася, заповнена усередині шлакометалічними включеннями.
Метою роботи є визначення оптимальних розмірів чушкового чавуна в складі металошихти
для ваграночної плавки, що забезпечують прискорення процесу плавлення паць і
підвищення продуктивності вагранки.
Експериментальні дослідження динаміки плавлення окремого шматка металошихти
на діючому агрегаті представляють великі утруднення. Для дослідження процесу
нагрівання і повного розплавлювання паці чавуна була розроблена математична
модель на основі рішення диференціального рівняння теплопровідності для
нестаціонарного теплового стану [3]. Розрахунки виконувалися на ЕОМ по
складеній програмі.
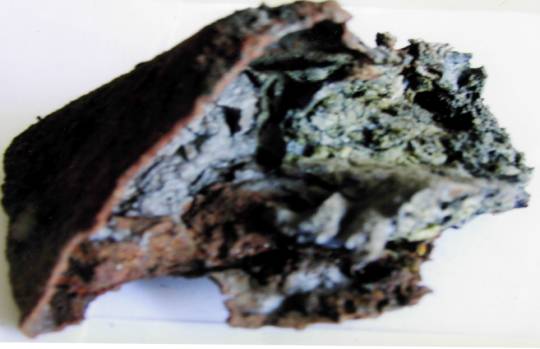
Малюнок 1 – Частково розплавлена паця чавуна,
витягнута з плавильної зони вагранки
Зміна температурного поля чавунної паці по висоті
вагранки (що теж саме за часом ) можна визначити, вирішуючи
диференціальне рівняння теплопровідності:
 (1)
(1)
де ![]() -коефіцієнт теплопровідності металу, Вт/м∙К;с-
теплоємність металу, Дж/кг∙ К;
-коефіцієнт теплопровідності металу, Вт/м∙К;с-
теплоємність металу, Дж/кг∙ К; ![]() - щільність чавуна, кг/м3; Lкр – схована теплота
кристалізації, Дж/кг;
- щільність чавуна, кг/м3; Lкр – схована теплота
кристалізації, Дж/кг; ![]() -відносна кількість твердої фази в межах двухфазної зони.
-відносна кількість твердої фази в межах двухфазної зони.
Коефіцієнт теплопровідності,
теплоємність і щільність металу обчислюються по наступних залежностях:
![]() (2)
(2)
де ![]() сте
сте![]() - коефіцієнт
теплопровідностітвердого металу в залежності від температури;
- коефіцієнт
теплопровідностітвердого металу в залежності від температури;
![]() сж
сж![]() - коефіцієнт
теплопровідності рідкого металу.
- коефіцієнт
теплопровідності рідкого металу.
За початкові умови приймаємо
температуру чавунної паці в початковий момент часу, тобто при τ=0 t=f(x,
y, z). Граничні умови між заготівлею і середовищем запишуться в наступному виді:

![]() (3)
(3)
 (4)
(4)
 (5)
(5)
Для спрощення приймаємо, що чавунна паця має
форму паралелепіпеда. Оскільки чавунні паці мають невеликий розмір у порівнянні
з розмірами вагранки, то вважаємо, що температура середовища і коефіцієнт
тепловіддачі по всіх гранях для даного
моменту часу однакові. Температура середовища і коефіцієнт тепловіддачі міняються
по висоті вагранки і цілком розплавитися чавунна паця повинна за час τ=3600с
(по практичним даним роботи вагранки). При розрахунку нагрівання і плавлення
чавунного тіла враховувалося, що усередині твердого чавуна утримуються
легкоплавкі компоненти з визначеними теплофізичними властивостями, прийнятими
по практичним даним. У процесі нагрівання ці компоненти можуть утворити рідку
фазу.
Розглянута задача вирішується
кінцево-різницевим методом за неявною схемою [3]. Весь обсяг тіла поділяється
площинами на ряд перетинів. Для основного тіла процес плавлення зовнішніх перетинів
здійснюється в інтервалі температур ліквідусу (tлик) і солідуса (tсол),
що визначаються в залежності від процентного умісту вуглецю в чавуні. Після
того, як температура перетину досягала температури tлик, вважаємо,
що рідка плівка стікає з зовнішньої поверхні твердої частини чавунної паці і відбувається
стрибкоподібне зменшення обсягу тіла на величину, пропорційну обраному крокові
по координаті часу при відповідних теплофізичних параметрах чавуна (як твердого,
так і рідкого) для даного інтервалу температур. Після видалення першого шару розраховувався прогрів і плавлення
наступного шару чавунної паці, але вже меншого розміру і так доти, поки тіло не
розплавиться до легкоплавкої серцевини.
На основі розробленої програми було виконане
моделювання динаміки нагрівання і плавлення чавунної паці з розмірами 0,4х0,2х0,2
м і 0,2х0,15х0,15 м. У паці з великими розмірами з'явилася рідка фаза в центрі
через час τ=2880 з, а плавлення з
поверхні почалося з часу ? =2940 с. Через час τ=3360с тіло цілком
розплавилося (рис. 2). У чавунній паці меншого розміру рідка фаза в центрі тіла
з'явилася через τ=1860с, а цілком розплавилася за τ=2760 с.
Таким чином, обоє чавунних тіла цілком
розплавилися за час менше 3600 с.
Проведений теоретичний аналіз плавлення
чавунних паць у великовантажній вагранці з використанням розробленої програми
показує, що повне розплавлювання чавуна відбувається на рівні в районі фурмених зон (розрахунок за часом руху
шихтових матеріалів). Легкоплавка складова розташована усередині обсягу чавунної
паці, цілком розплавляється на рівні 2,5 – 3,0 м вище фурмених зон.
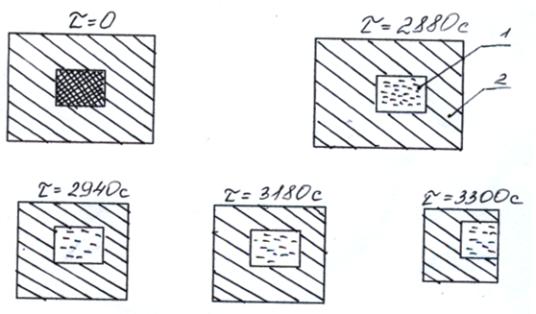
1 – рідка фаза; 2 – тверда фаза
Рисунок 2 – Динаміки плавлення чушкового чавуна у вагранці